- TOP
- 中山水熱工業株式会社
- コナンデッセ波形解析装置
コナンデッセ波形解析装置
中山水熱工業株式会社

機械の異常を見える化する、異常予知・傾向管理システム
コナンデッセ波形解析装置は、良否判定機能付きのサイクルデータロガーです。
大量生産など、同じ工程を繰り返す機械の状態を監視して正常か異常かを判定することができます。
コンパクトな(W115xD97xH40mm)本体にて、大量のサイクル波形データをSDカードに記録します。高速で簡単にグラフ表示や分析を行うソフトウェアが付属します。
平成24年度ものづくり中小企業・小規模事業者試作開発等支援補助金を利用して、名古屋工業大学都市社会工学科の越島研究室と橋本研究室の技術指導をいただいて試作開発しました。同時に当社の主要顧客である本田技研工業様に解決すべき課題を提供いただきました。
専用のハードウェアと独自の分析ソフトウェアの組み合わせで高速データ処理を行って、他社製品にはない使い良さと処理スピードを実現しています。
特にブラウザによる簡単操作とエクセルなどと比べても10倍以上早いグラフ処理や解析機能によるエンジニアの工数削減効果はユーザの高い評価を得ています。
メッセージ

中山水熱工業株式会社 代表取締役 中山慎司
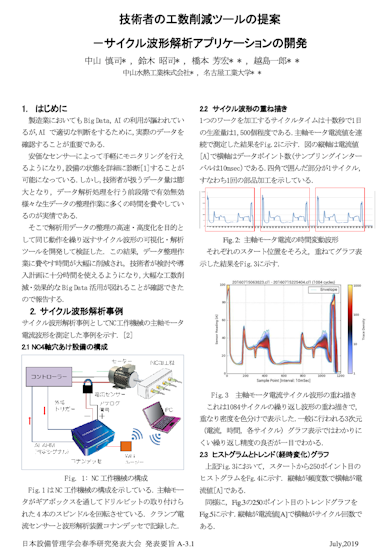
安価なセンサーによって手軽にモニタリングを行えるようになり、設備の状態を詳細に診断することが可能になっています。
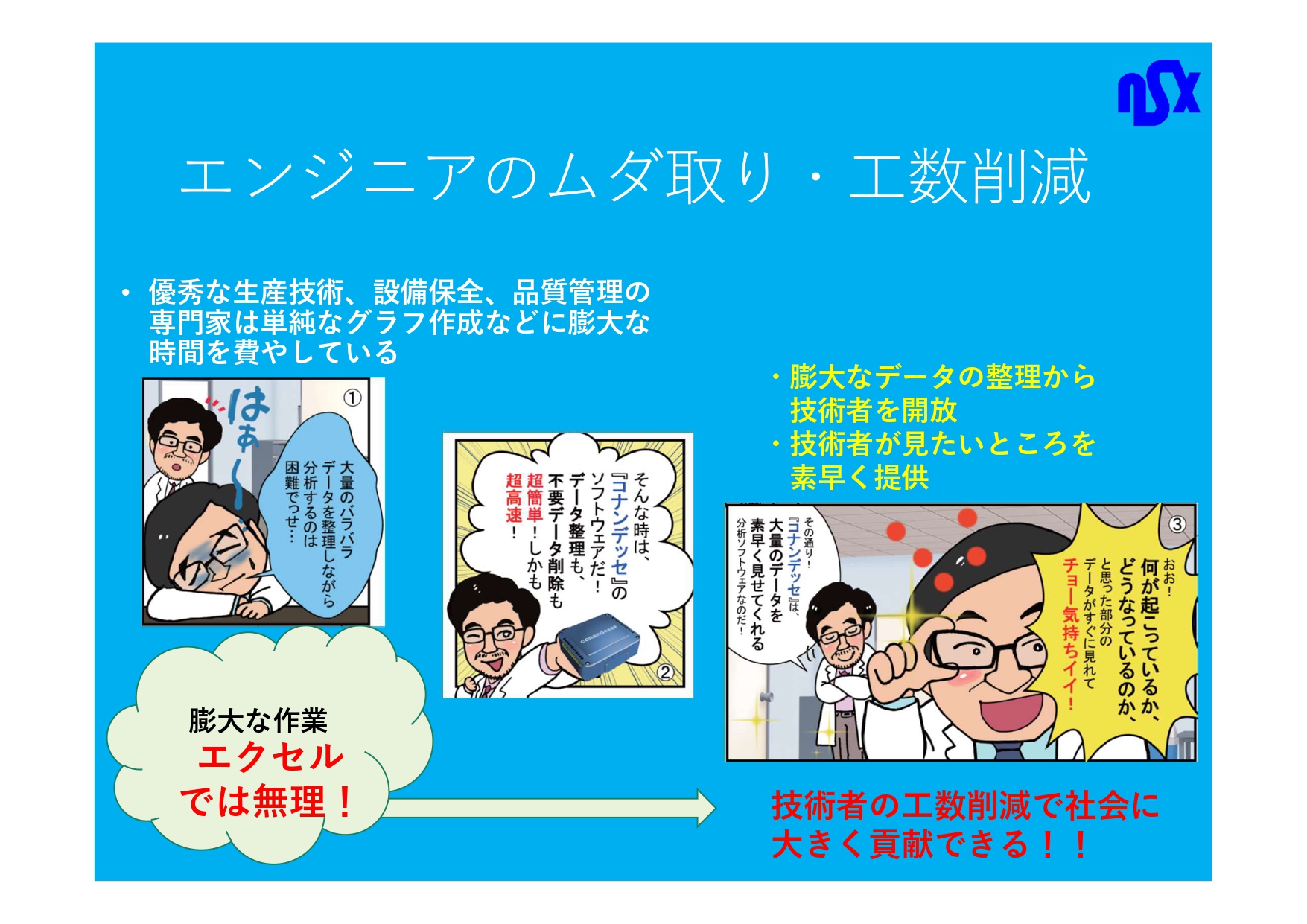
しかしながら、技術者が扱うデータ量は膨大となり、データ解析処理を行う前段階で有効無効様々な生データの整理作業に多くの時間を費やしているのが実情です。
そこで解析用データの整理の高速・高度化を目的として同じ動作を繰り返すサイクル波形の可視化・解析ツールを開発しました。
この結果、データ整理作業に費やす時間が大幅に削減され、技術者が検討や導入計画に十分時間を使えるようになり、大幅な工数削減・効果的なBig Data活用が図れるようになりました。
コナンデッセ波形解析装置 関連動画
コナンデッセ波形解析装置 詳細
特長
コナンデッセは大量のデータを素早く見せてくれる、超簡単でよくわかる
技術者が膨大なデータを整理する手間を大幅に削減して、本来技術者として行う業務である「データを見て判断」に注力することができるようにするツールがコナンデッセです。 汎用データロガーを使ってエクセルなどでデータ整理を行うことと比較すると数十倍から数百倍の技術者工数の削減ができたと言えます。
ブラウザで簡単操作、誰でもすぐに使える
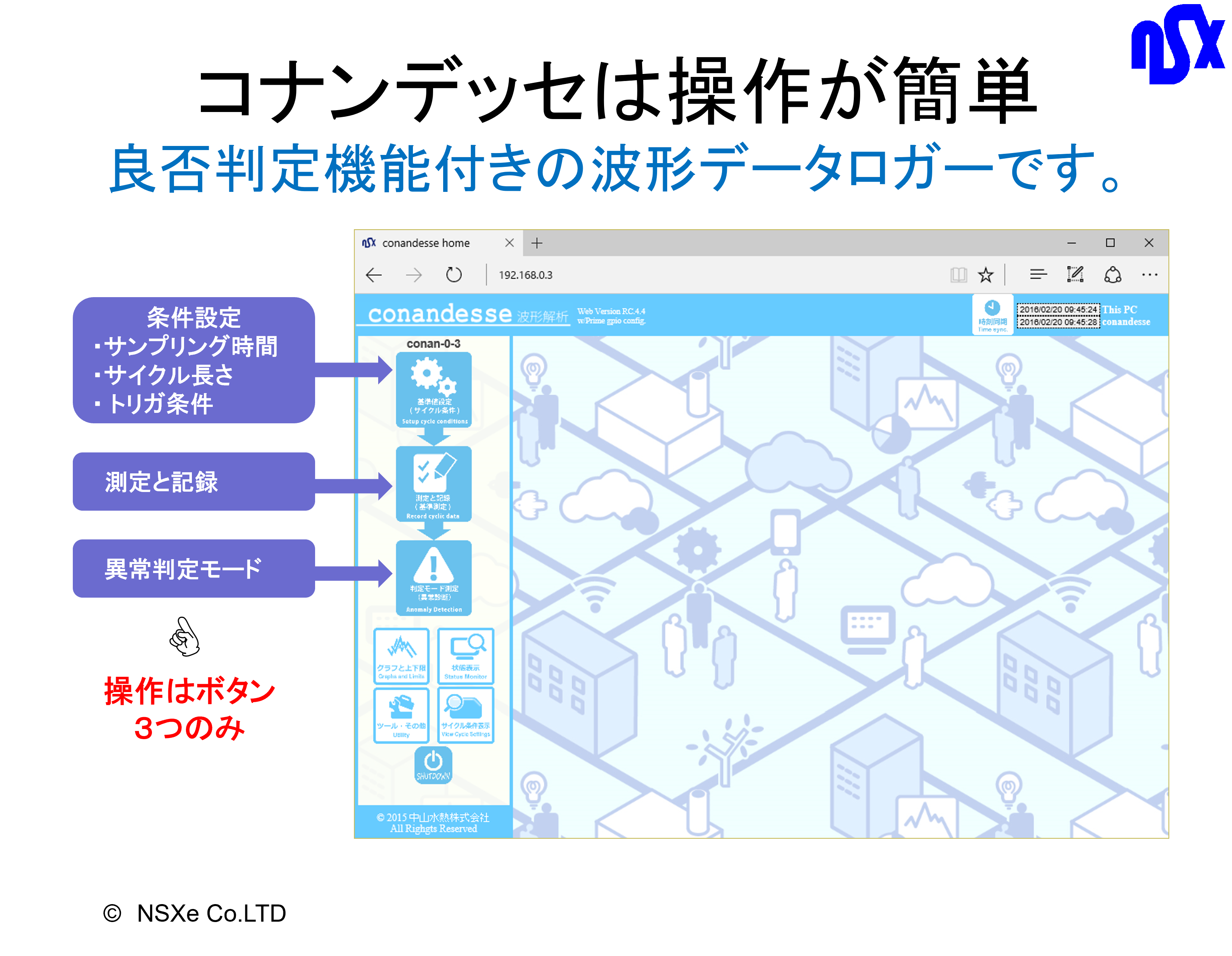
コナンデッセはブラウザで操作するのでアプリは不要です。3つのボタンによる簡単操作が特徴です。
① 基準値設定でサンプリングインターバルやサイクル波形の長さ、トリガー条件などの測定条件を設定します。
② 測定と記録では、測定を行ってデータファイルを保存します。
③ 判定モード測定では、測定データに基いて設定した上下限波形によりリアルタイム異常判定を行いながらデータファイルを保存します。
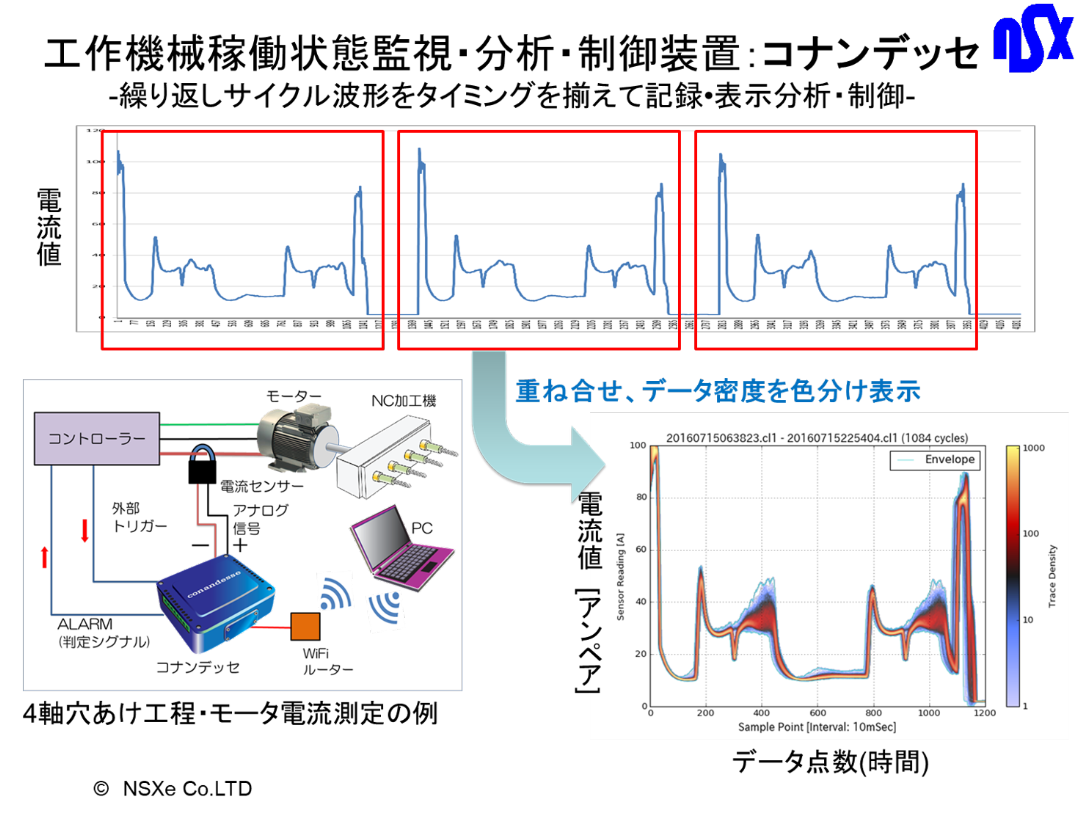
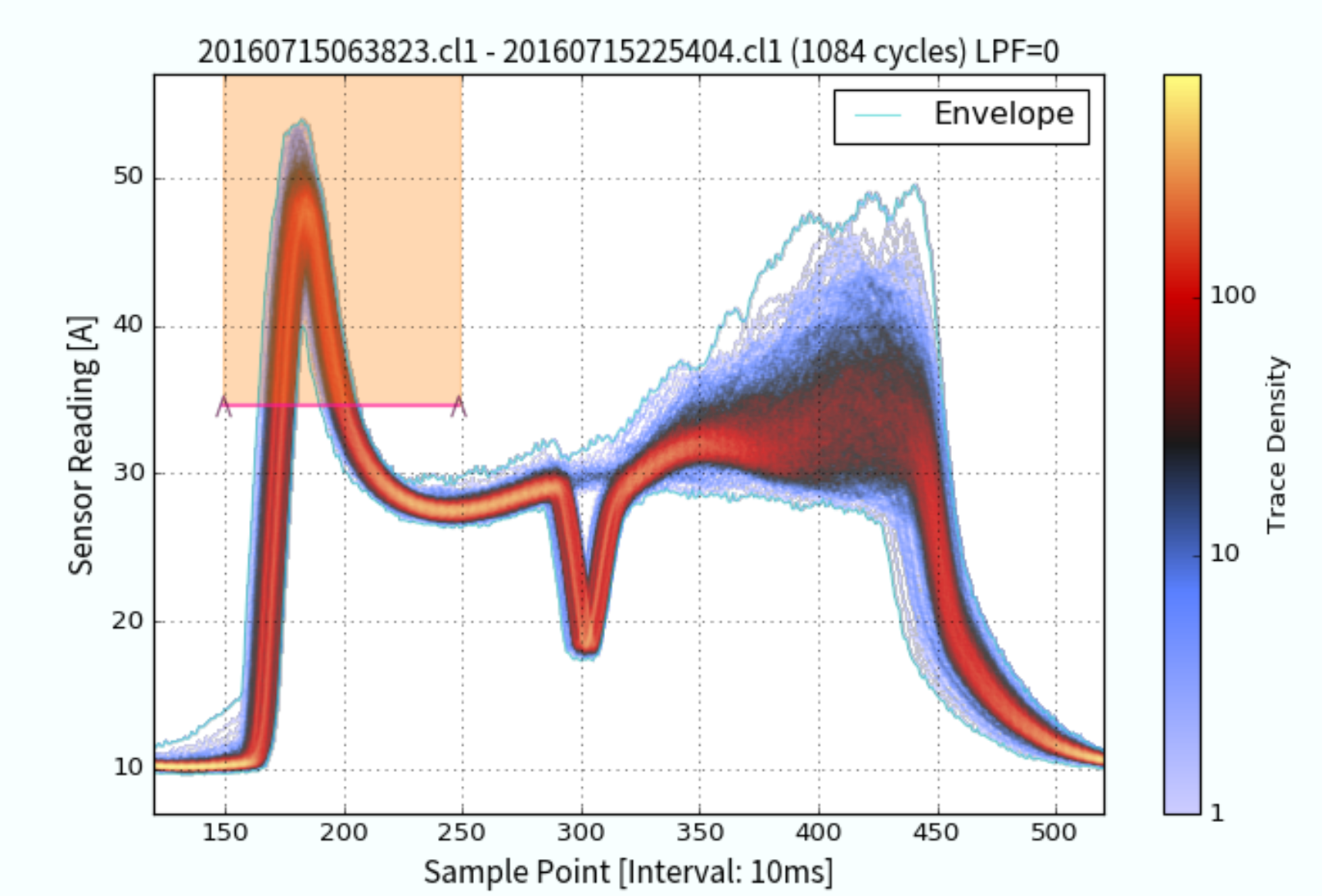
繰り返しサイクル波形重ね描き
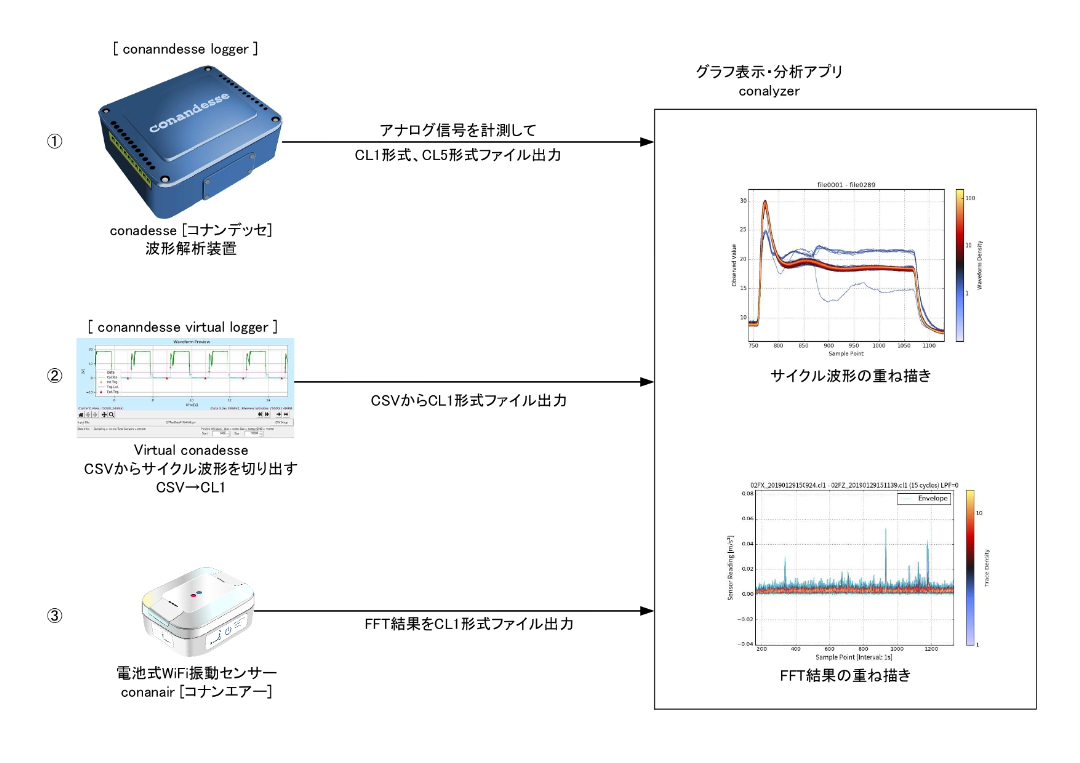
同じ工程を繰り返すときの電流やトルクなどの加工負荷をサイクル波形としてスタートを揃えて記録して、その繰り返し波形の重ね描きを行って、重なり密度を色分けで表示します。一般に行われる3次元(電流,時間,各サイクル)グラフ表示ではわかりにくい繰り返し精度の良否が一目でわかります。
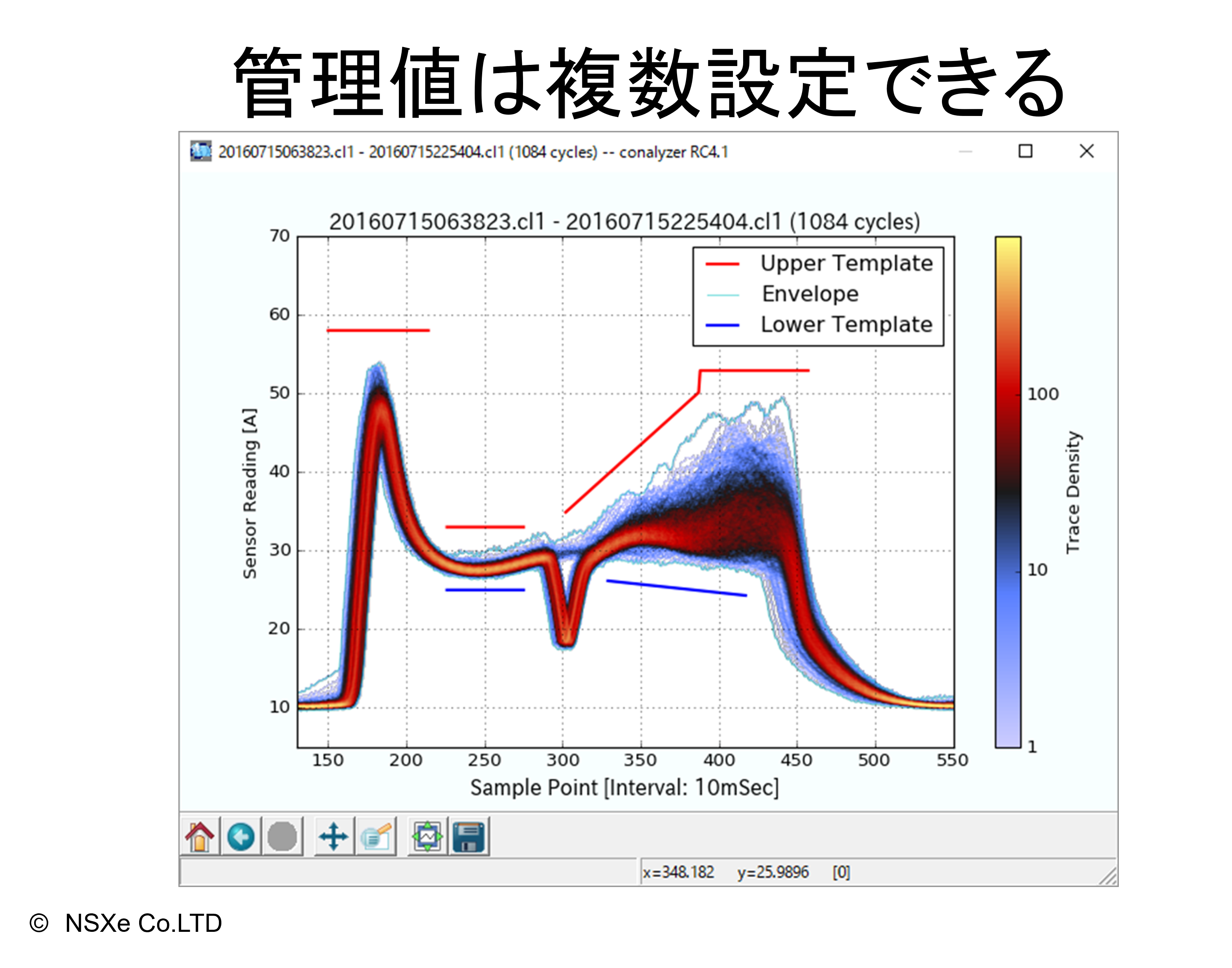
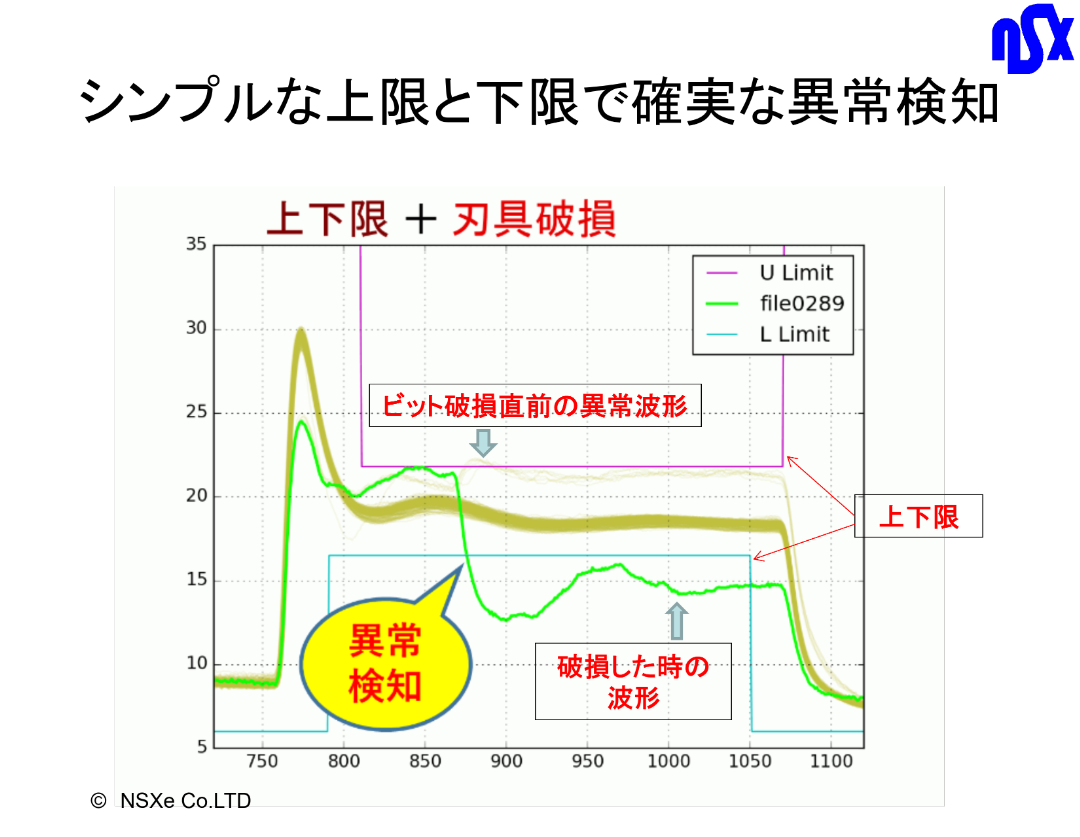
上下限波形によるリアルタイム異常検知
任意の上下限波形の設定で、リアルタイム異常検知。 計測値が上下限を超えたら接点信号を出力します。 この信号出力はサンプリングタイム内(最速1msec)で行われます。したがって一連のサイクルが終わってからではなく、リアルタイムに異常検知が出力できます。信号出力によって設備を止めたりすることが可能になります。
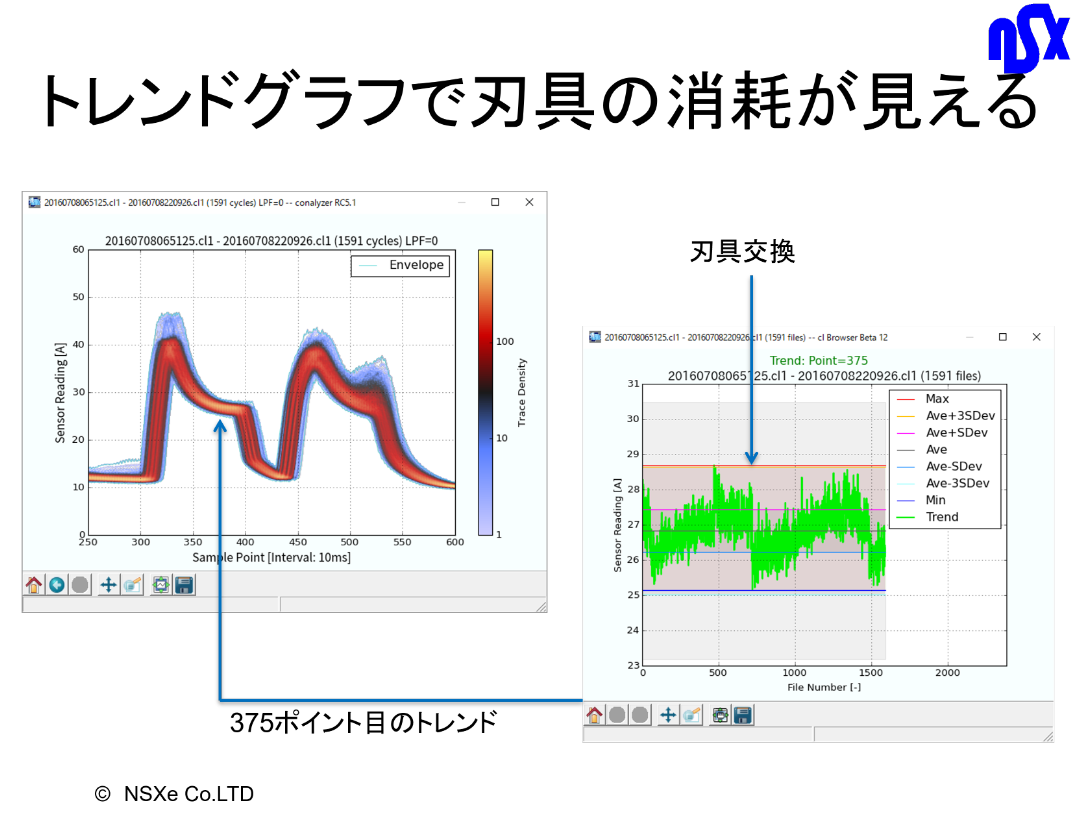
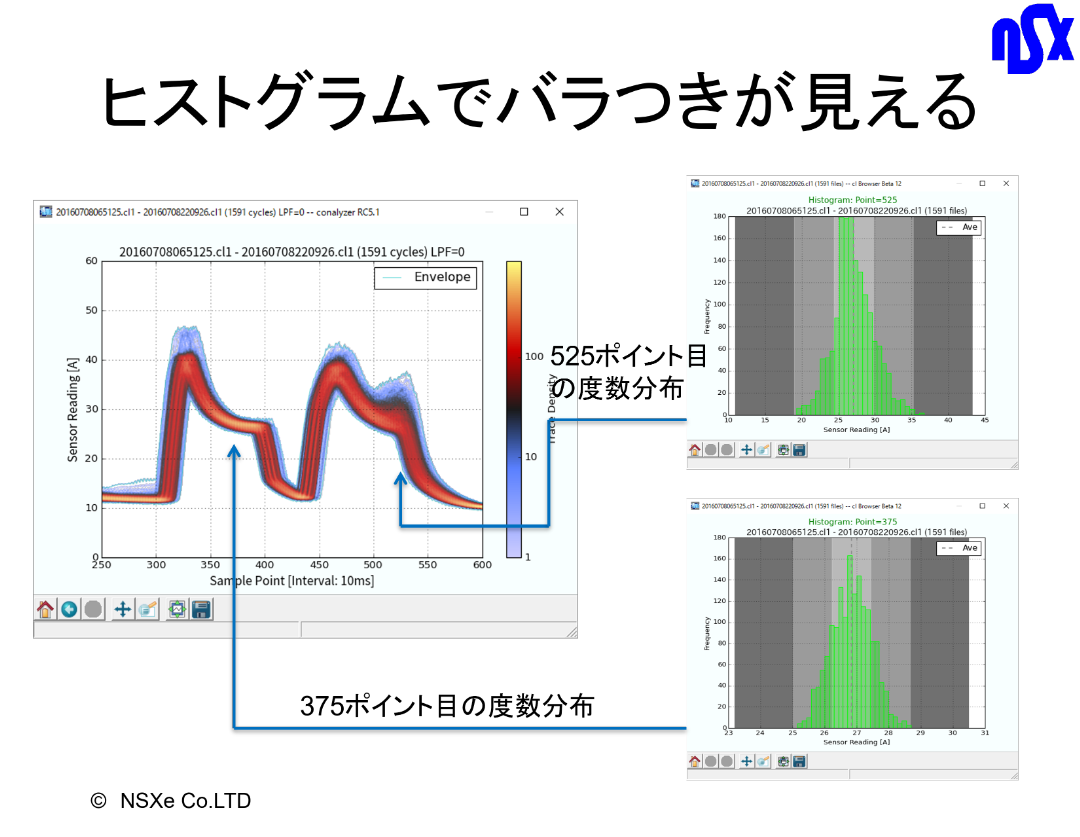
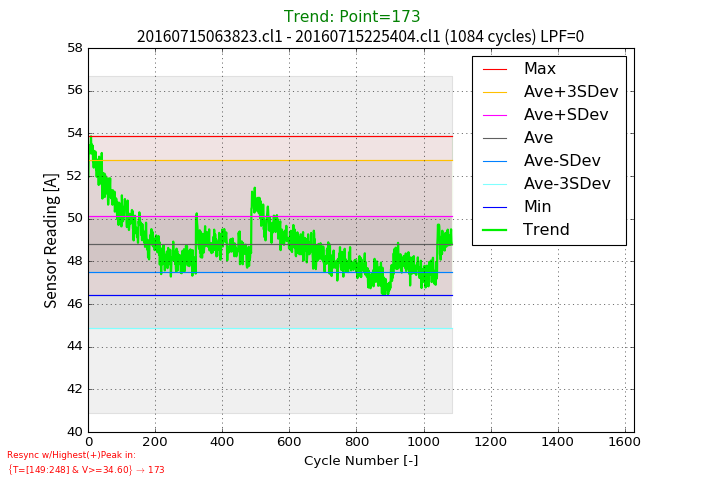
任意のポイントでヒストグラム・トレンドグラフを作成
付属の分析アプリケーション【コナライザー】では重ね描き波形グラフの任意のデータポイントをマウスクリックや数値入力によって簡単にヒストグラムとトレンドグラフを素早く切り替え表示できる。これにより技術者は見たい部分のばらつき度合いや経時変化を積極的にチェックすることが可能となり。トレンドグラフに刃具交換の様子が現れている事例を示します。

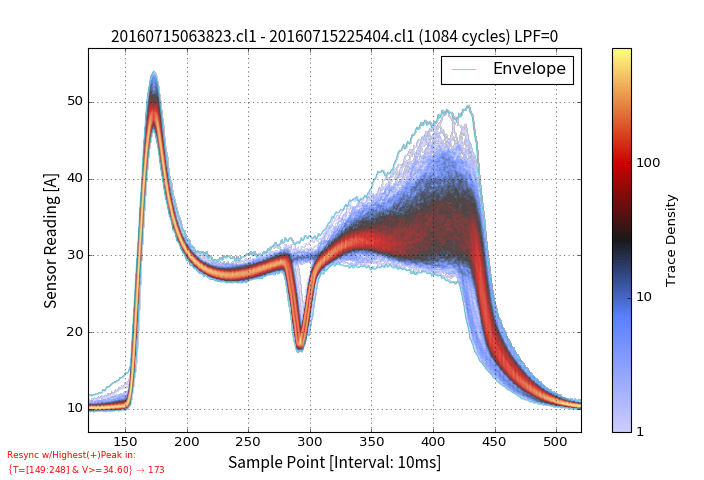
サイクル波形重ね描きの揃え直し
任意のポイントでサイクル波形の揃え直しができるので、目的の比較が簡単にできます。 指定した値(Y軸値)を上向き通過点、下向き通過点ですべての波形を揃え直すことができます。上向きのピーク、下向きのピークで走路得ることも可能です。ピークトレンド等の確認に便利な機能です。
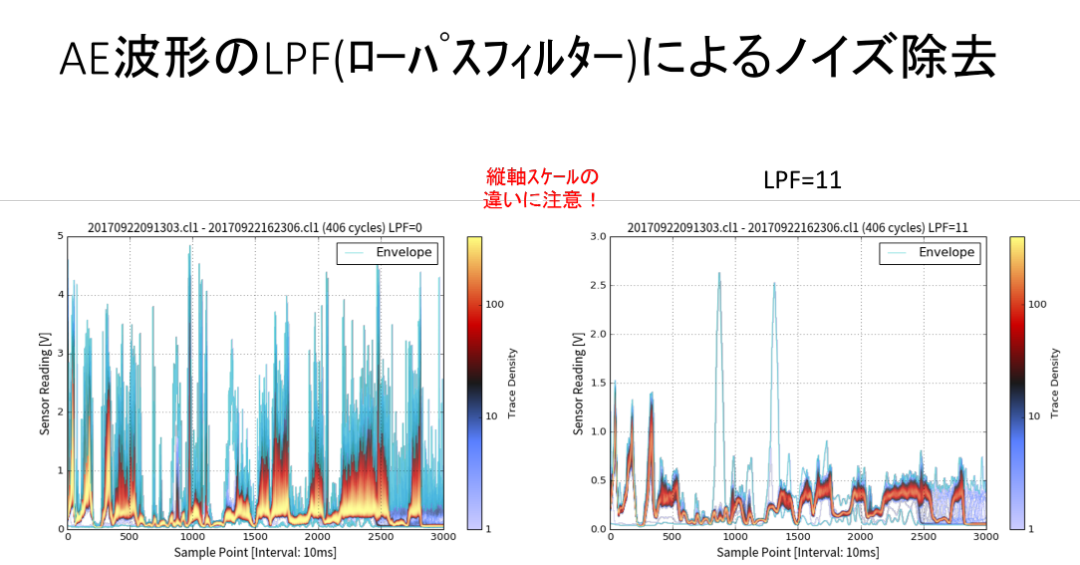
ローバスフィルターによるシミュレーション
ローパスフィルター(LPF)によるノイズ除去のシミュレーションができます。 LPFによるノイズ除去で、波形の比較がわかりやすくなったりすることがあります。 細かいノイズのように変動する測定データを滑らかな曲線にすることで、上下限波形による異常検知を行うときに誤検知を少なくすることが可能です。 細かい変動は気にせずに大きな変化のみを捉えたいようなケースで役に立ちます。 これが有効な場合には、コナンデッセにて良否判定するときに測定データの移動平均処理を行いながら計測することが可能です。
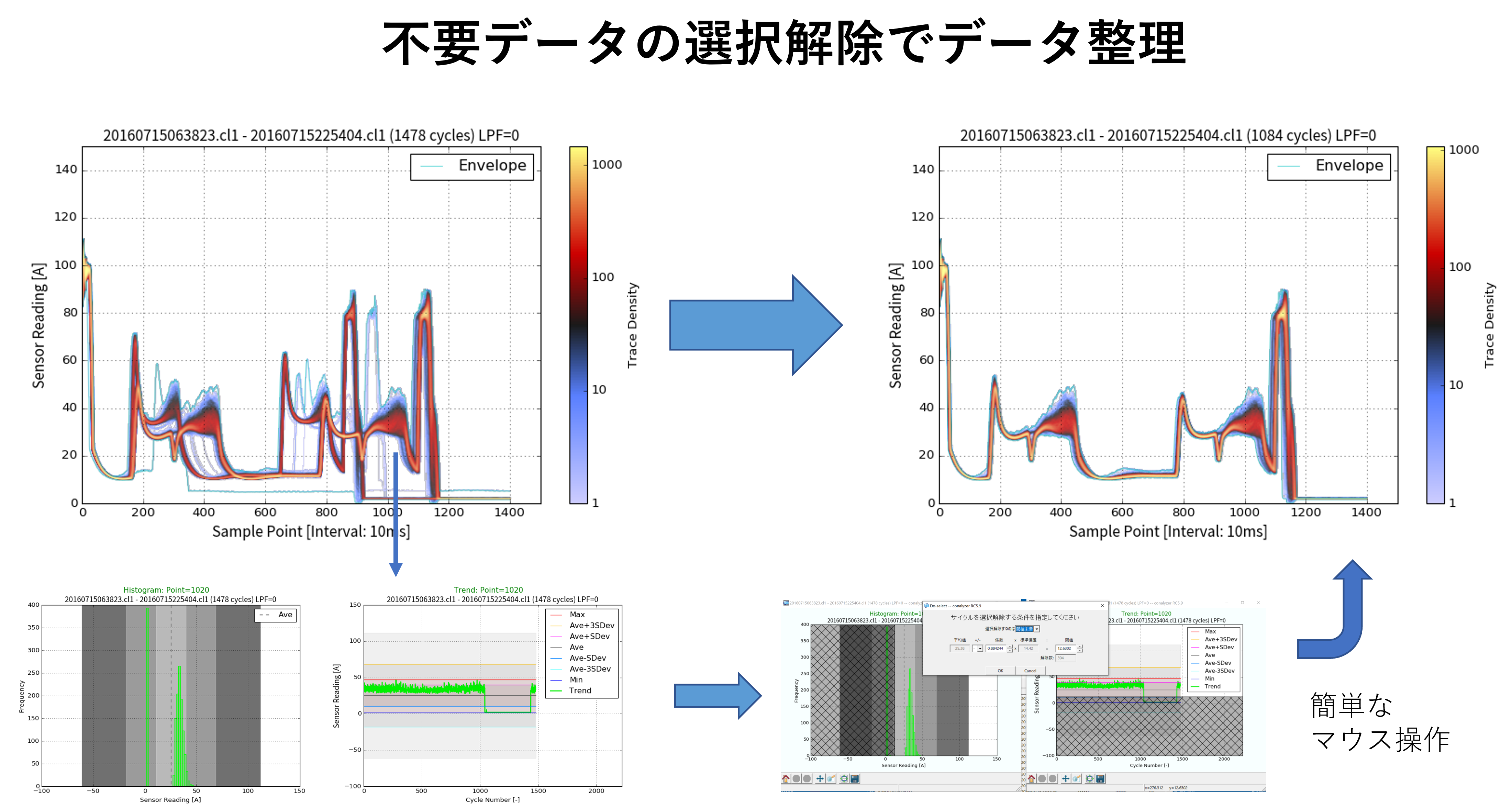
不要なデータの抽出によるデータ整理が超簡単
不要なデータや種類の異なるデータが混在することはよくあります。目的のデータだけを簡単に抽出することでデータ整理の時間短縮が可能です。
既存データを分析するならバーチャルコナンデッセ
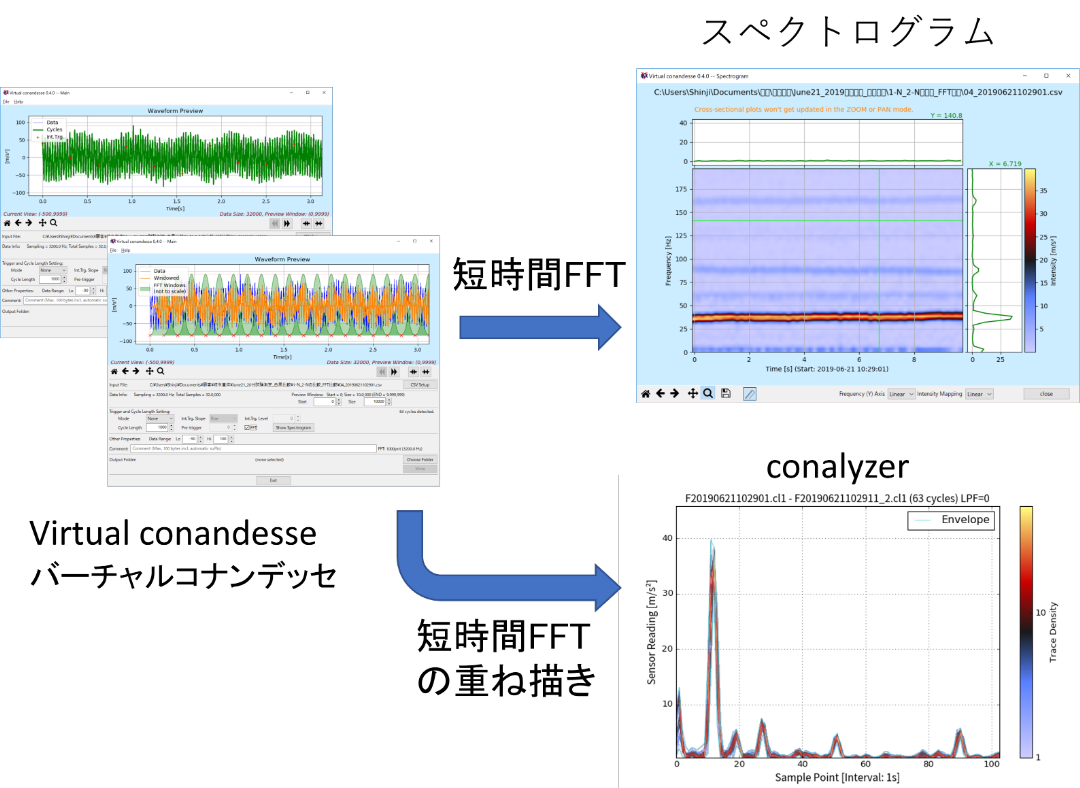
Virtual conandesse(バーチャルコナンデッセ)はWindowsで動作するソフトウェアです。
ハードウェアのコナンデッセは、電流センサーや圧力センサーほかアナログセンサーのデータを記録する良否判定機能付きのサイクルデータロガーです。 波形解析ソフトであるコナライザーとのセットになっています。バーチャルコナンデッセはPLC(シーケンサ)やDSC、その他IoTデバイスやデータロガーで測定したデータ(CSVデータ)からサイクル波形を切り出すものです。 振動データや音響データなどのFFT(高速フーリエ変換)を行うことも可能です。
バーチャルコナンデッセの価格は、下記の通りです。コナライザーが付属します。
シングルライセンス版 6万円(消費税別途)・・・1人での利用が可能
5ライセンス版 25万円(消費税別途) ・・・5人までの利用が可能
10ライセンス版 40万円(消費税別途) ・・・10人までの利用が可能"
コナンデッセ特設サイト
用途例
| 同じ事を繰り返す工程の設備管理・品質管理に |
同じ事を繰り返す工程の設備管理・品質管理にさまざまな繰り返しの精度検証や傾向管理、異常検知に使われています。 安価なセンサーによって手軽にモニタリングを行えるようになり、設備の状態を詳細に診断することが可能になっています。しかし、技術者が扱うデータ量は膨大となり、データ解析処理を行う前段階で様々な生データの整理作業に多くの時間を費やしているのが実情です。 そこで解析用データの整理の高速・高度化を目的として同じ動作を繰り返すサイクル波形の可視化・解析ツールを開発しました。この結果、データ整理作業に費やす時間が大幅に削減され、技術者が検討や導入計画に十分時間を使えるようになり、大幅な工数削減・効果的なBig Dataの活用が図れることが確認できています。 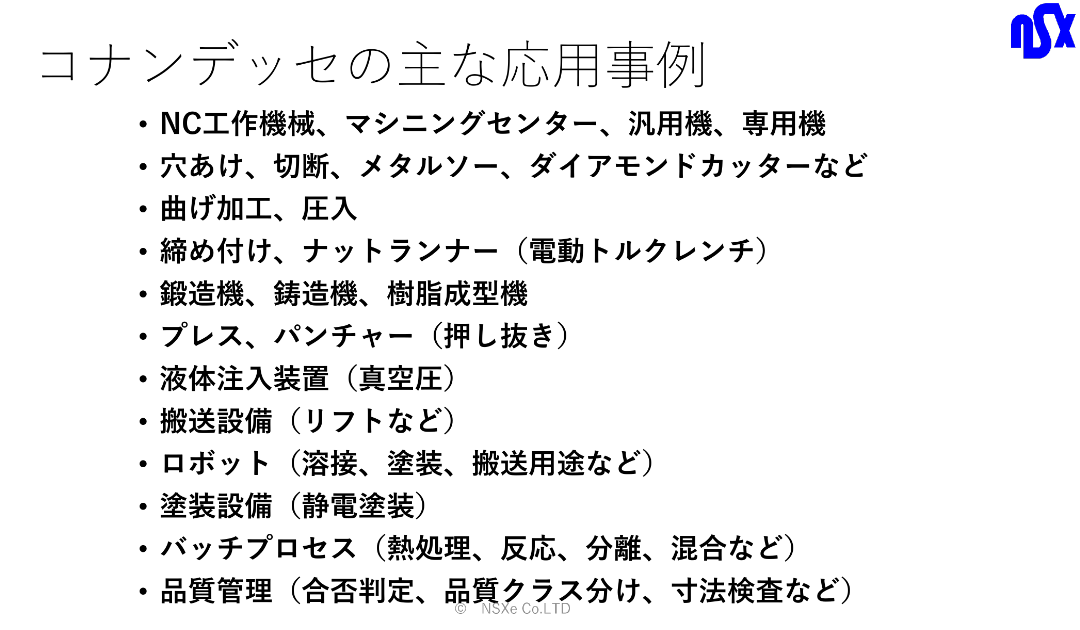 |
|---|---|
| NC工作機械の穴あけ |
シンプルな上下限波形の設定で、ビット破損前の不良波形を検出して破損前に予兆検知することができました 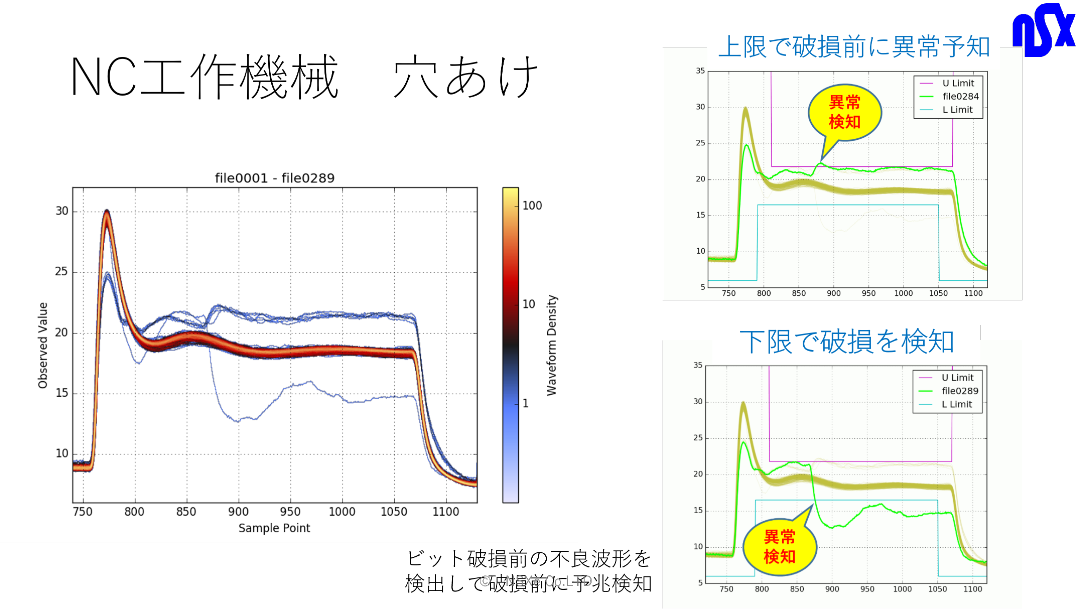 |
| NC工作機械でメタルソーの刃の全損検知 |
メタルソーの刃がなくなって加工しない品質不良の発生を検知することができました。 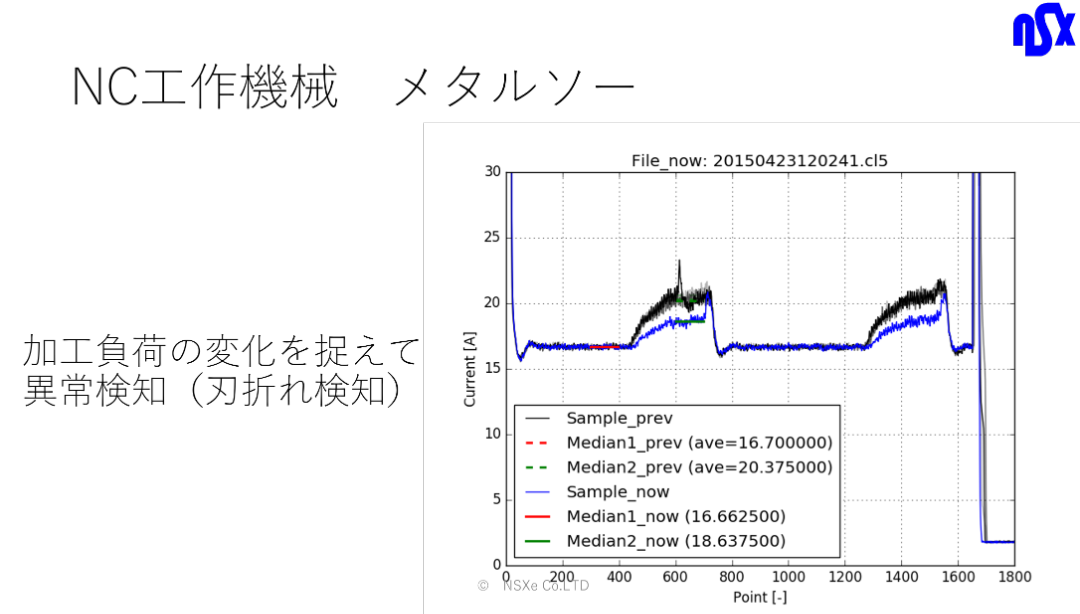 |
| NC工作機械 アルミ切削工程での設備管理と品質管理 |
品質不良が発生する前に、ヒストグラムのパターンが乱れてきたことにより、大きなトラブルを事前に回避することが出来た事例です。 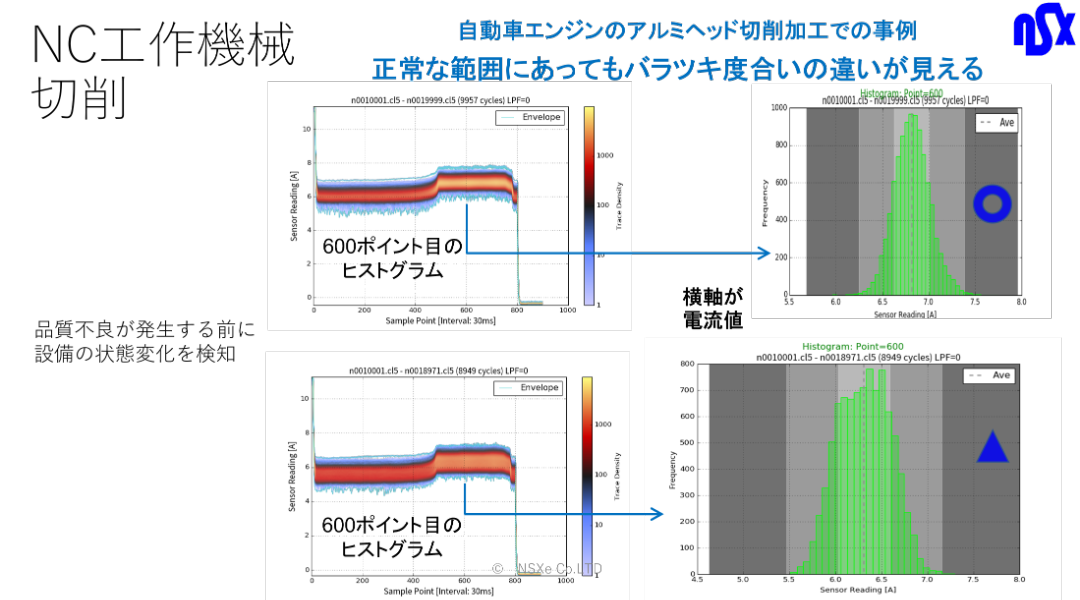 |
| NC工作機械 研削工程での砥石の比較 |
"砥石の性能比較が、複数回の波形比較により正しく評価できました。 品質管理、不良の検知も行えます。" 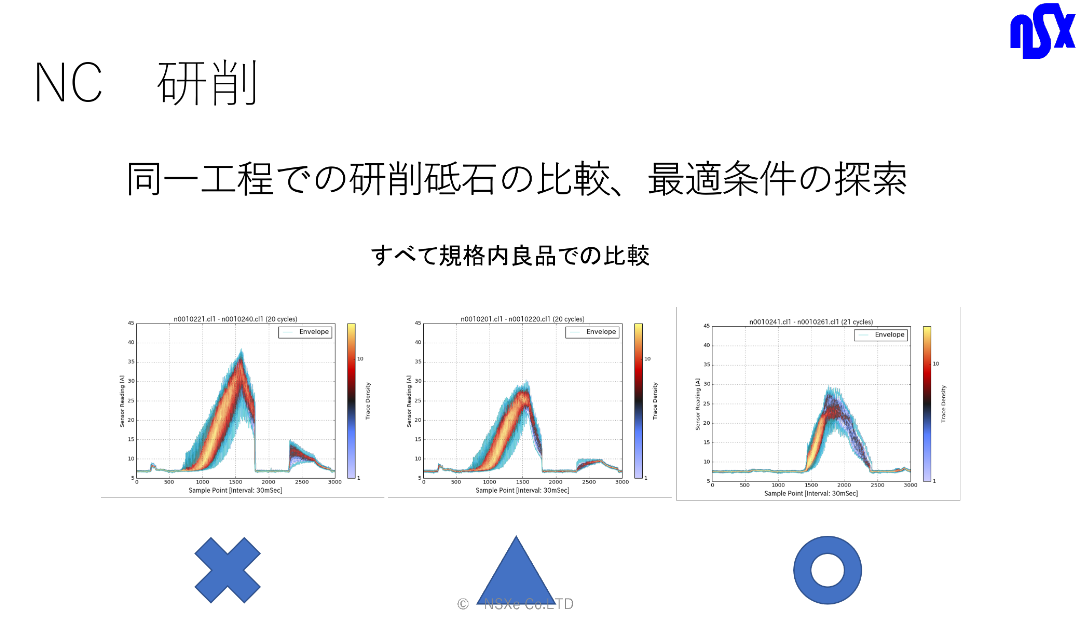 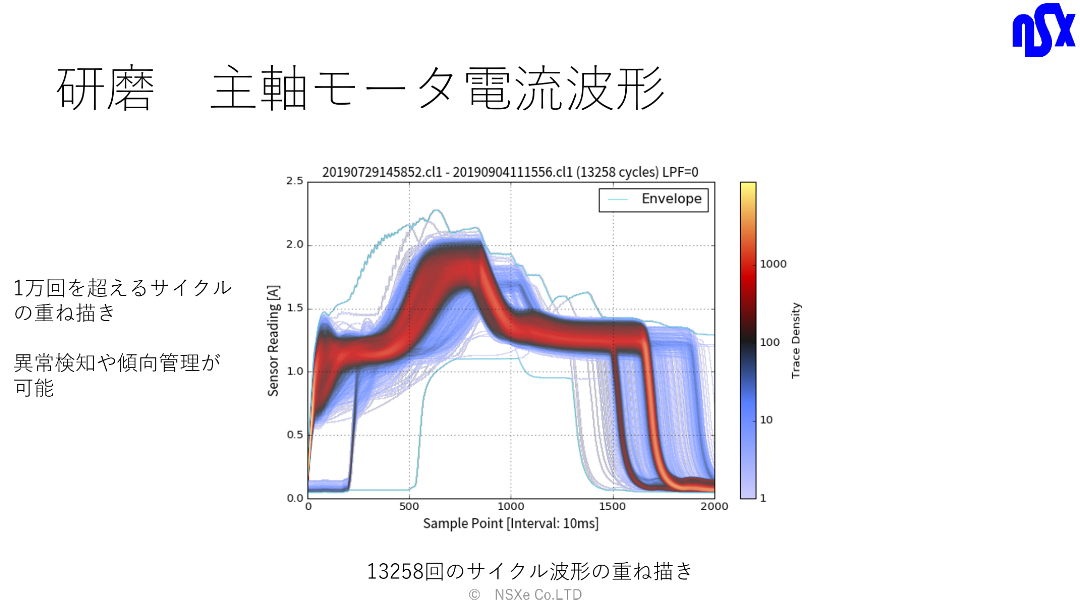 |
| NCマシニングセンター |
目的とする刃具や工程だけをターゲットにした異常監視が可能です。 ATC(オートツールチェンジャー)で刃具を交換する間は、信号入力によりポーズ(一時測定停止)をすることが可能です。 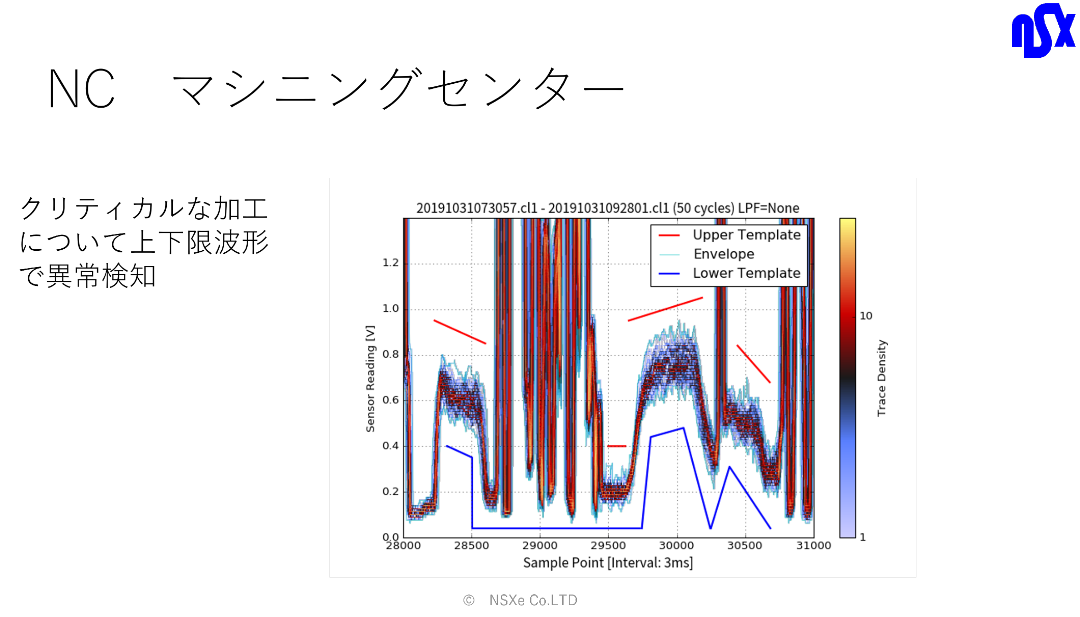 |
| NC旋盤 |
"NC旋盤の主軸モータ電流波形によるサイクル波形の重ね描きです。 加工点での負荷(トルク)に比べてモータ馬力が大きい場合には、小さな変化を捉えることが難しい場合があります。" 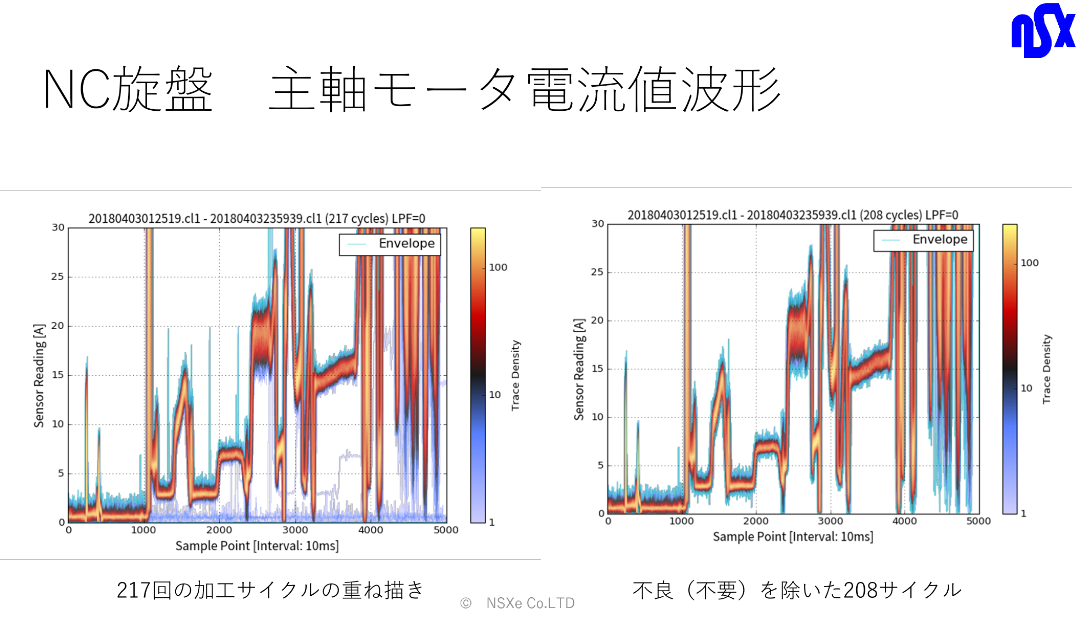 |
| 圧入(電動) |
"圧入工程のモータ電流波形で品質管理を行った事例です。 1000回に1回程度発生する品質不良(ピン折れ)を検知して全数検査を紛らわしい数十件の抽出検査で確実な品質管理と工数削減を可能としたものです。" 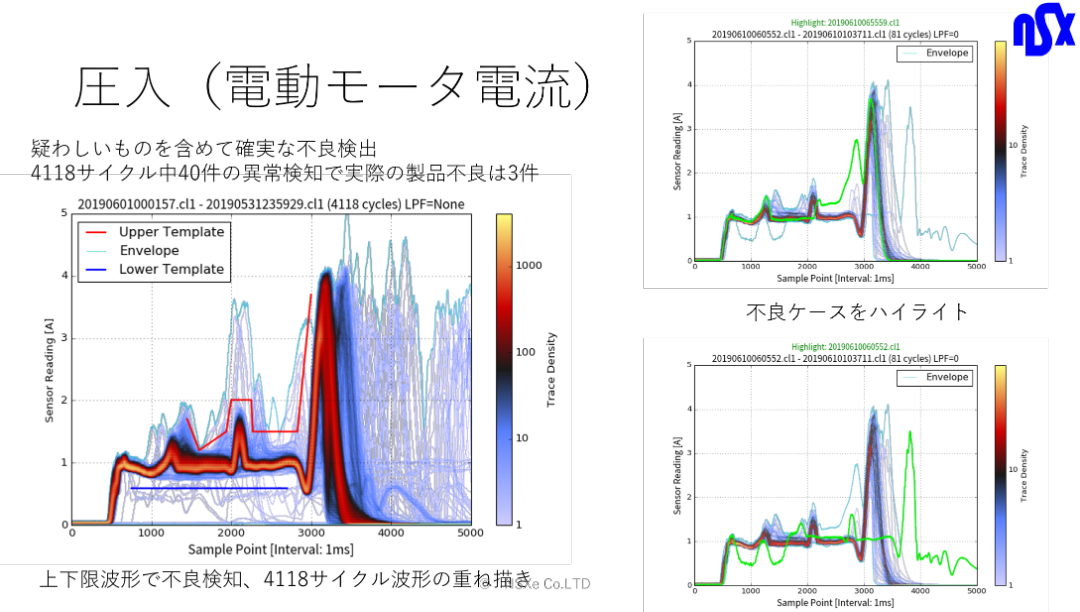 |
| 鍛造機の油圧波形 |
鍛造機の油圧サイクル波形を監視して、大きなトルク(油圧上昇)が発生したときの異常検知ができたものです。 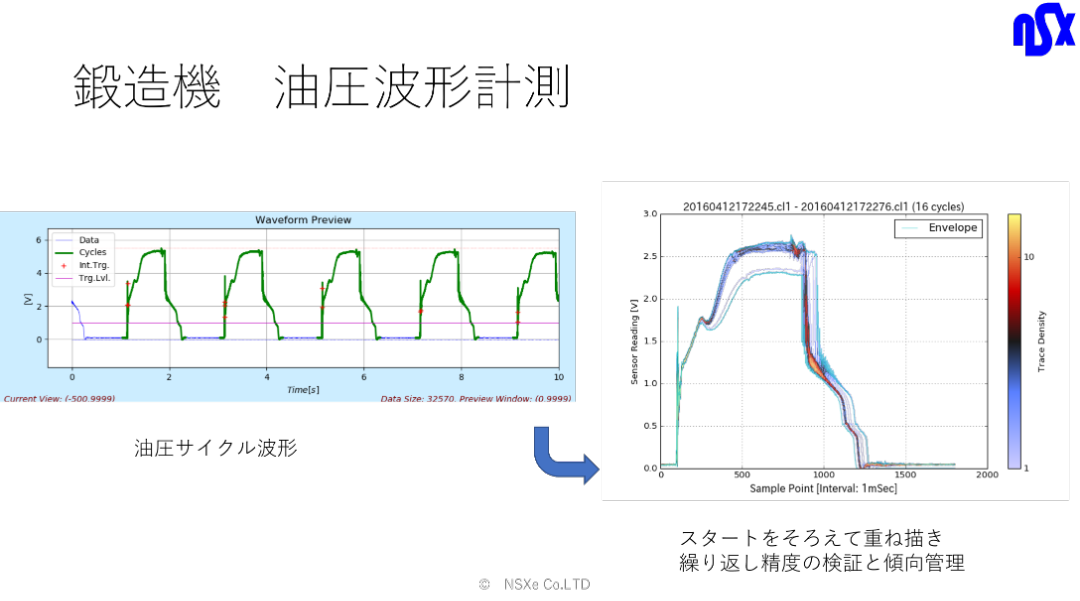 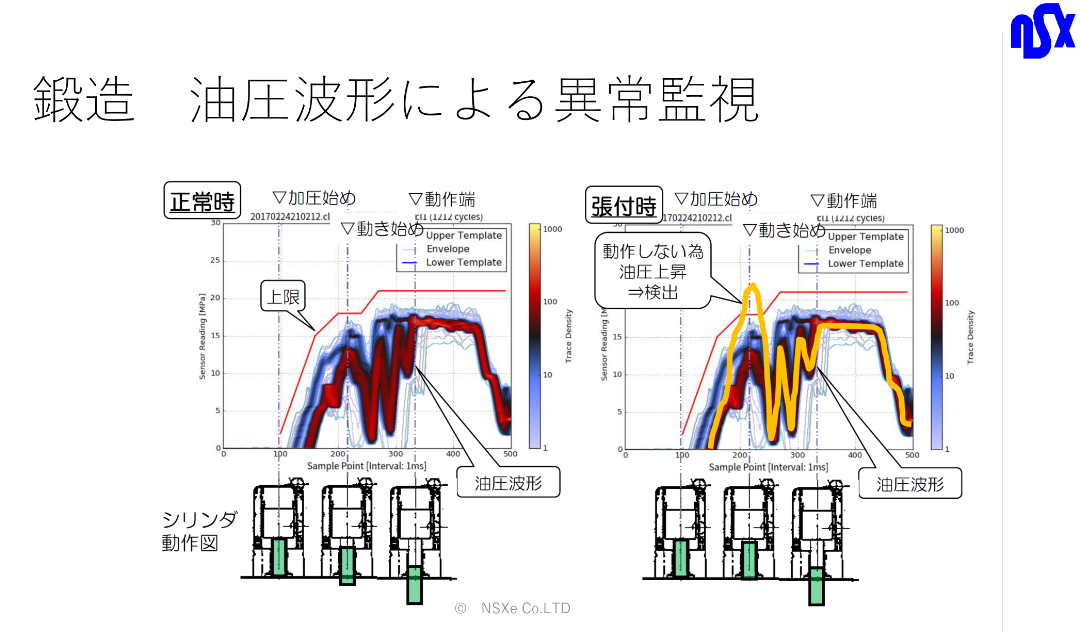 |
| 遠心鋳造機の振動波形 |
振動は正常な範囲でも比較的大きな幅の変動があります。 異常に大きな振動は検出が可能です。 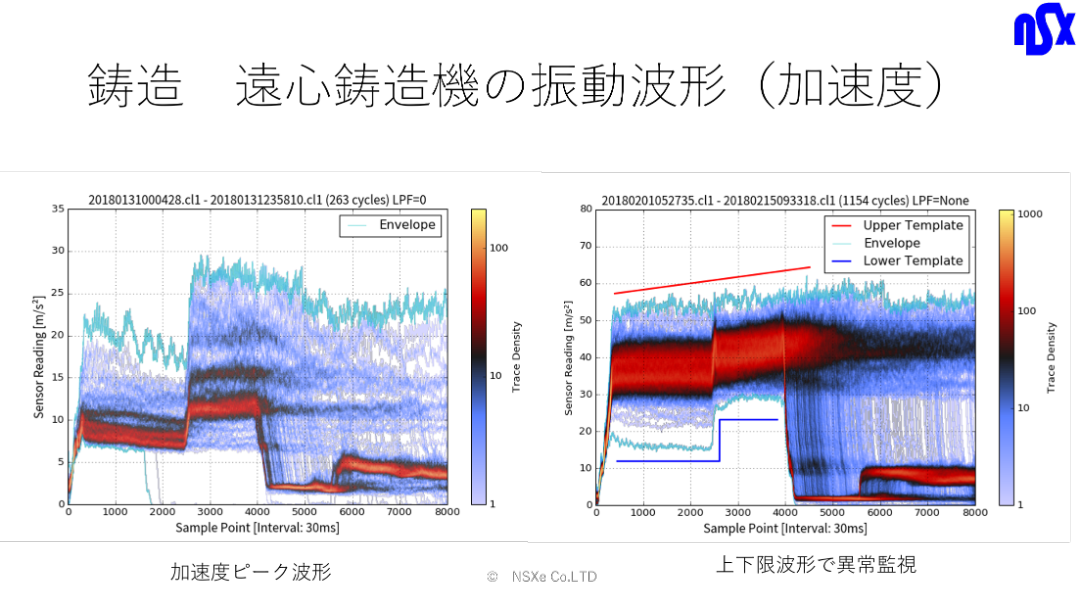 |
| ロボットのAE波形と電流波形 |
AE(アコースティックエミッション)の波形は細かい変動が大きいので、ローパスフィルター(LPF)でノイズ除去することで、大きな力の変化は捉えることができました。 AE波形をLPF処理すると、トルクと比例するモータ電流波形に似た形になることがわかります。 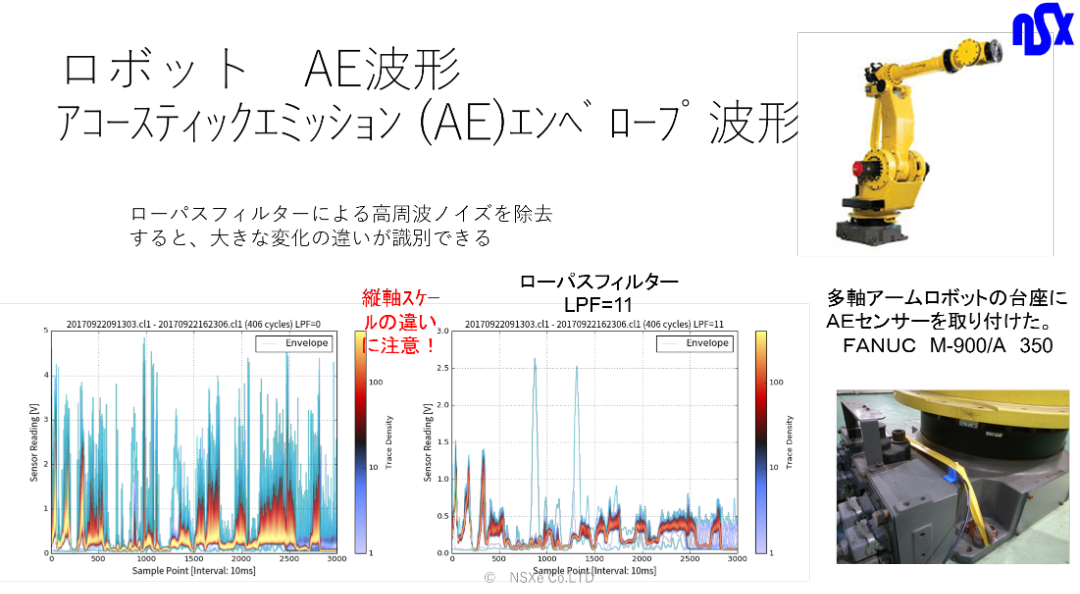 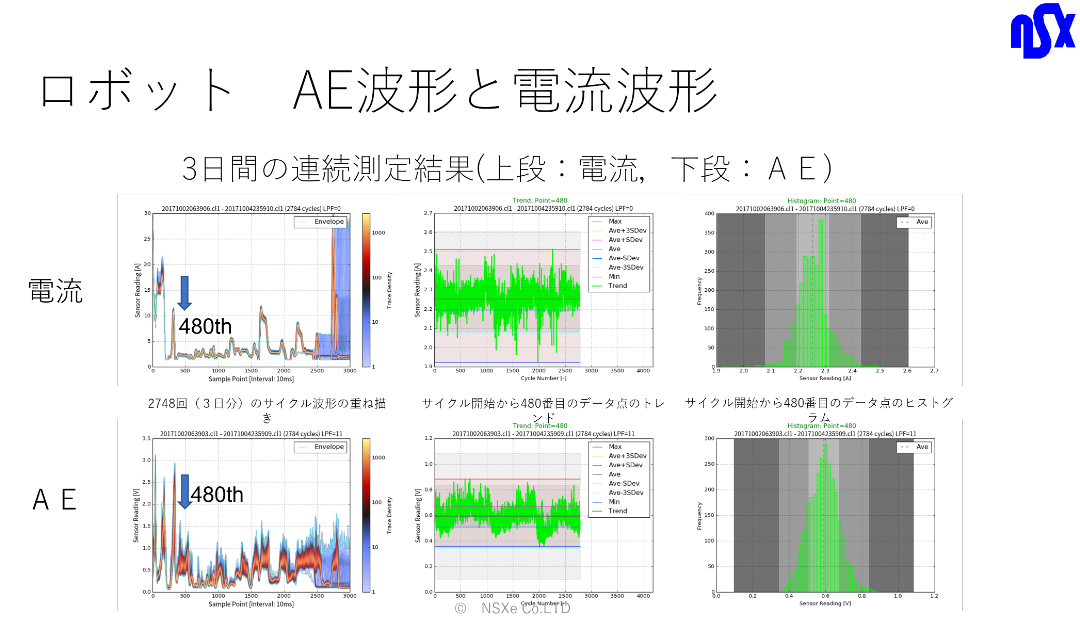 |
| ナットランナー モータ電流波形 |
ナットランナーは、通常トルク到達点の管理だけを行っていることが多いですが、波形で管理することで、品質管理のレベルを向上させたトレーサビリティシステムが構築出来ます。 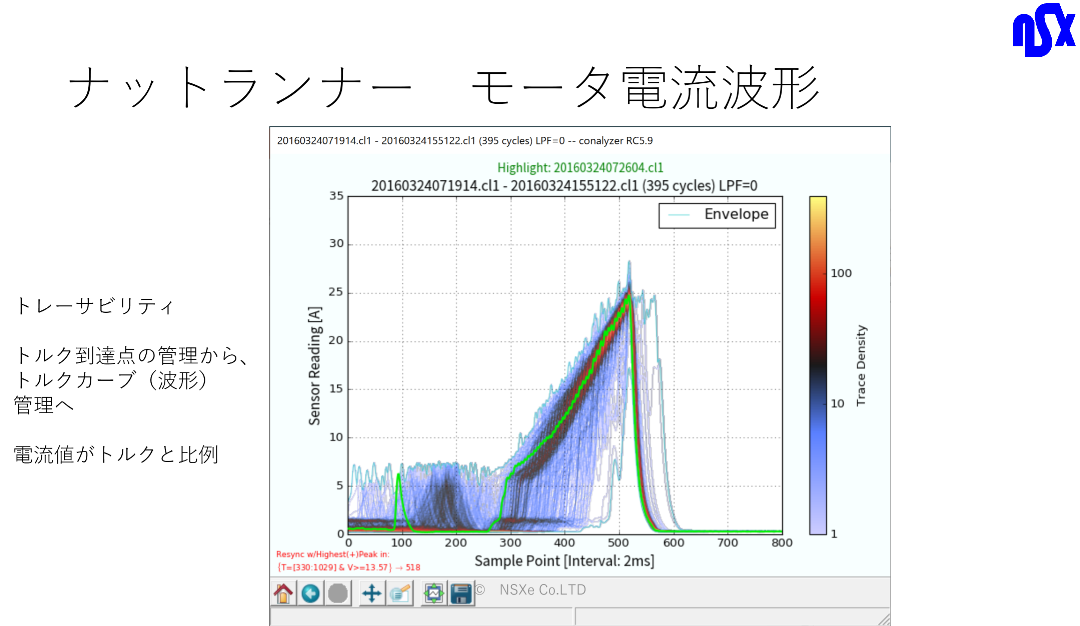 |
| 樹脂成形 油圧波形 |
樹脂成形機の油圧波形による設備管理(金型の管理)やトレーサビリティシステムが可能です。 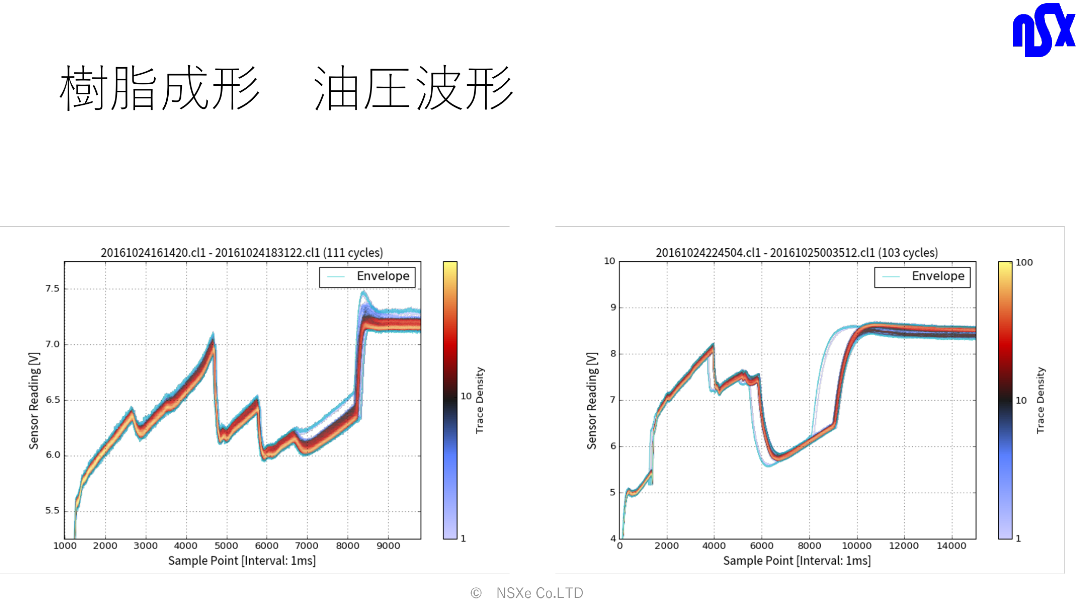 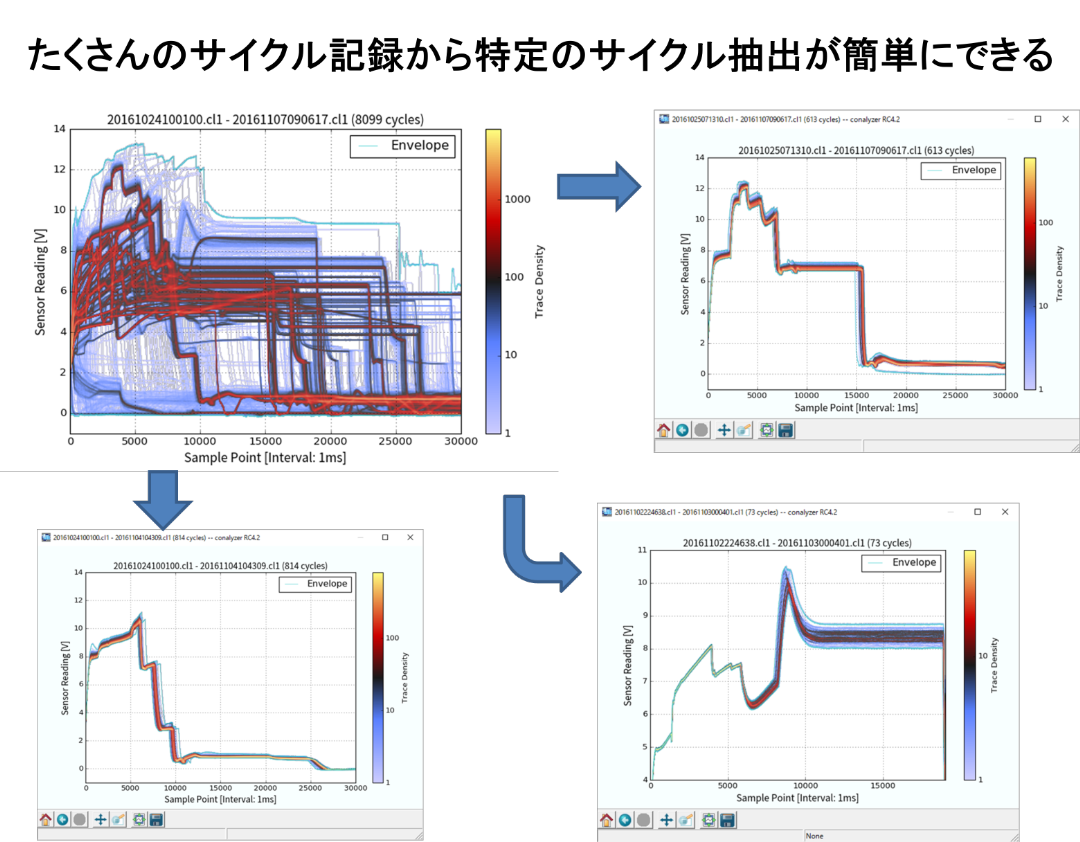 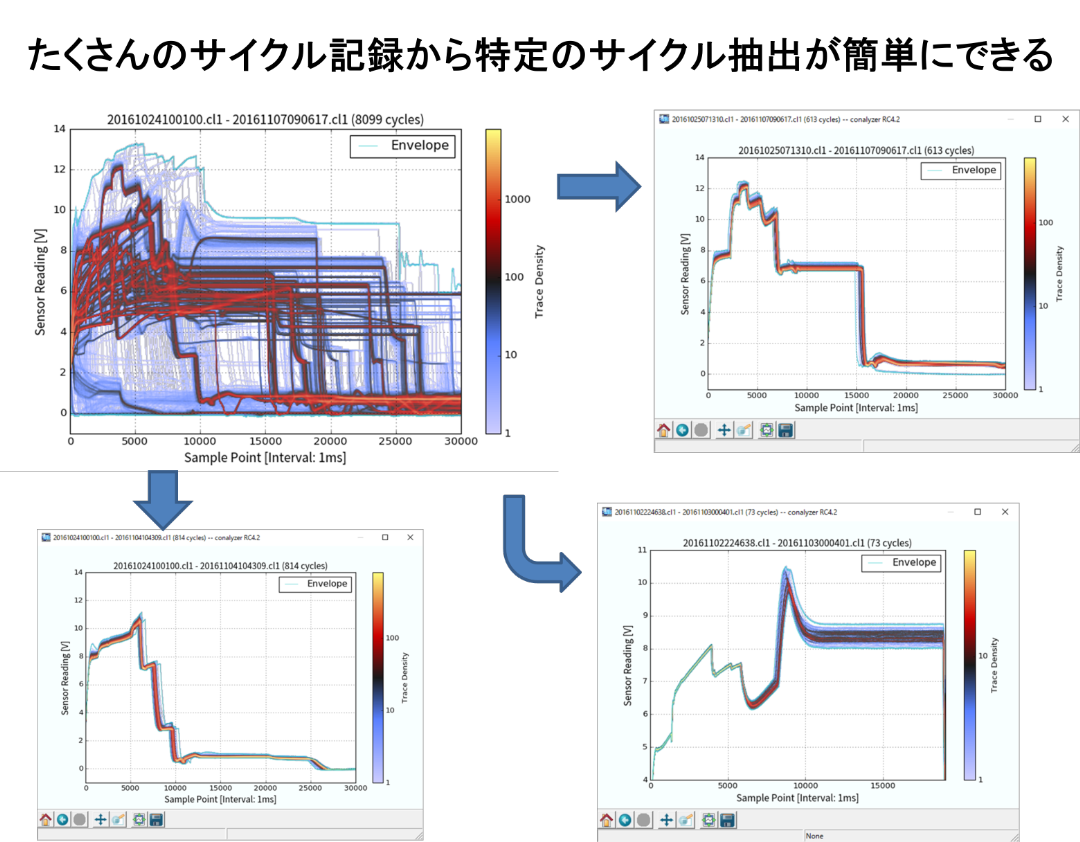 |
| 熱処理炉 温度サイクル波形 |
熱処理炉の温度サイクル曲線波形によるトレーサビリティシステムや品質管理が可能です。 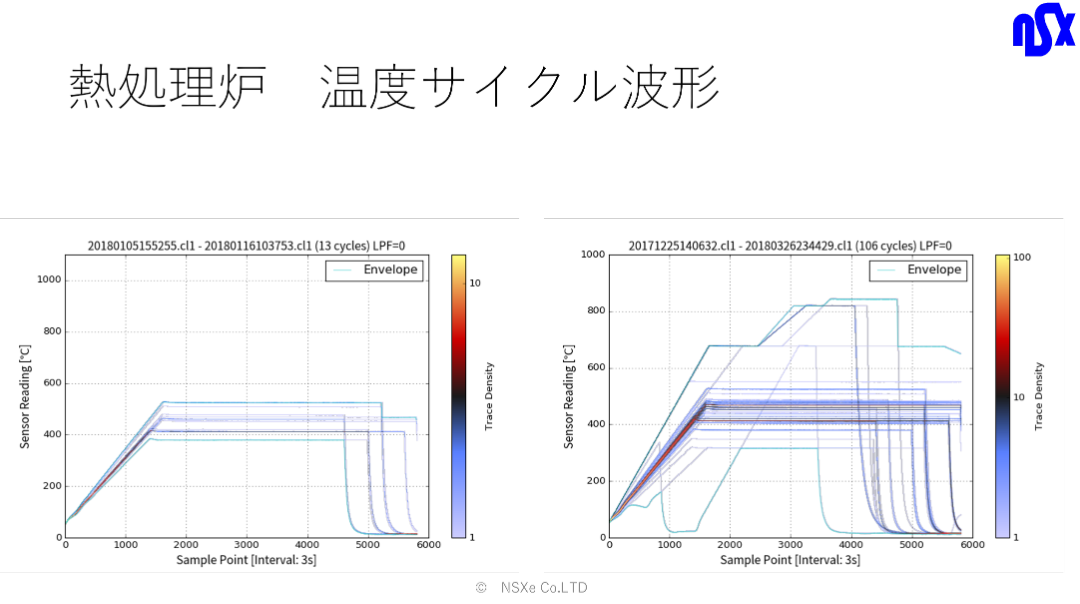 |
| 電磁ブレーキ 波形の揃え直し事例 |
電磁ブレーキのトルク波形で、波形の揃え直しで正確な波形の比較ができたものです。 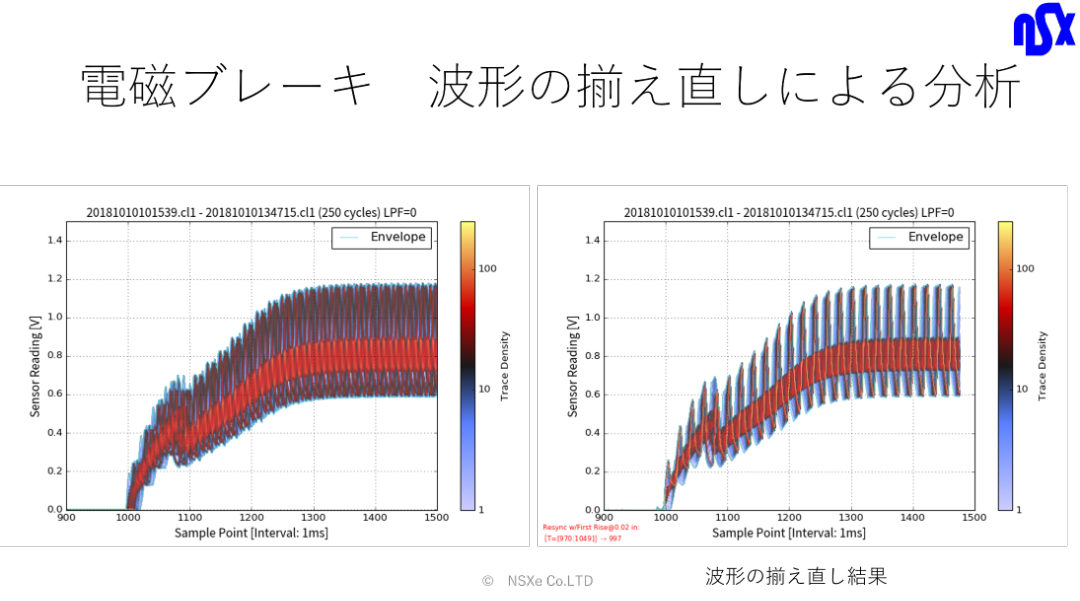 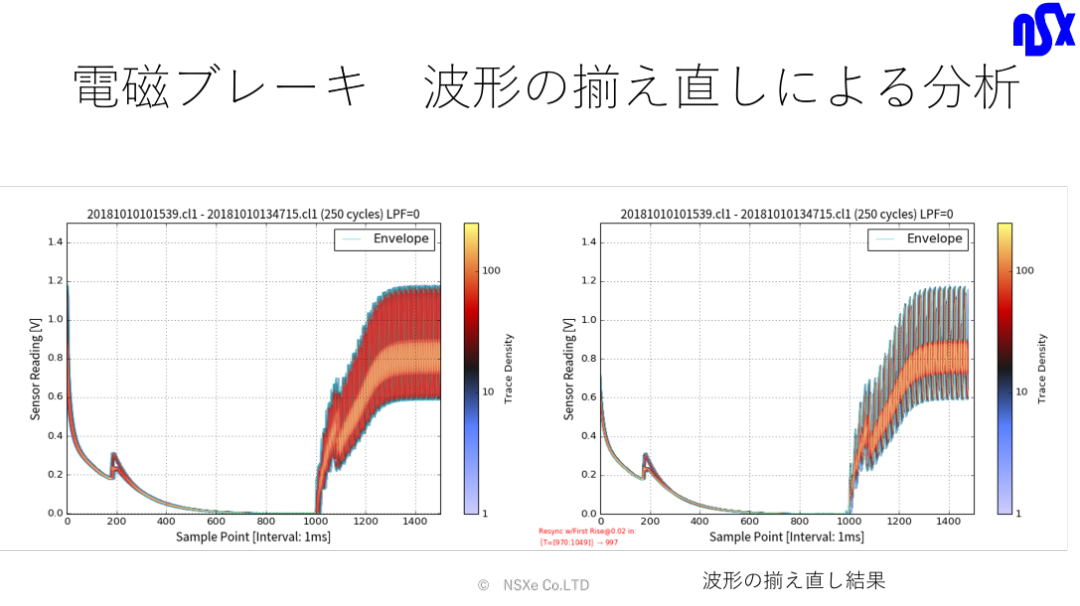 |
| バッチプロセス 反応槽のかくはん機モータ電流波形 |
バッチプロセスでは様々なサイクル波形の重ね描きで品質管理が可能です。 波形を揃え直してプロセス条件の検討を行った結果、収率を大きく上げることに成功した事例です。 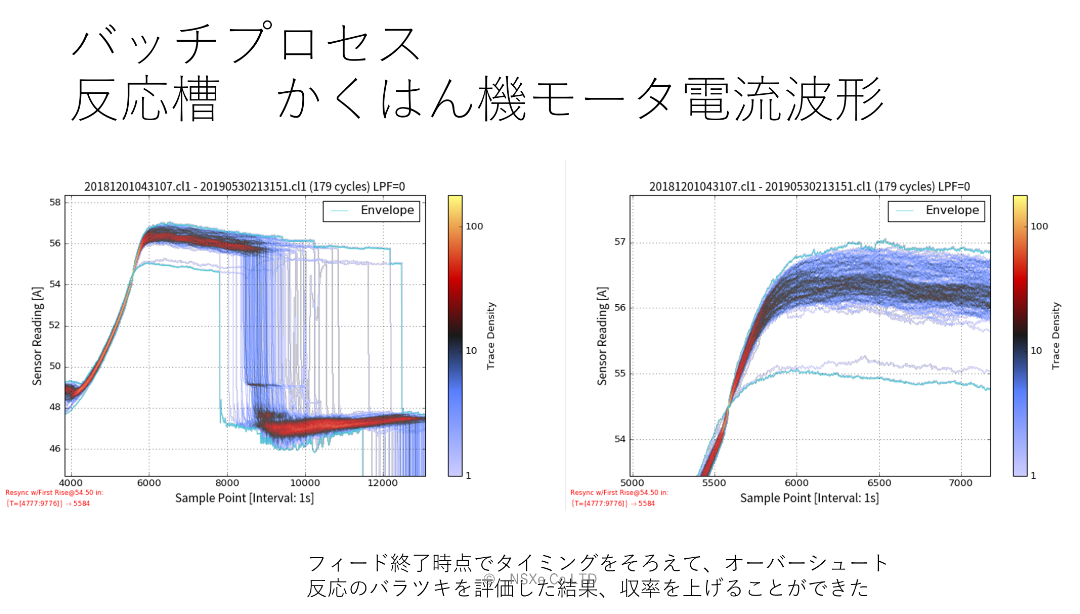 |
| パンチャー(打ち抜き) モータ電流波形 |
大きな負荷がかかった時の不良発生を検知することができます。 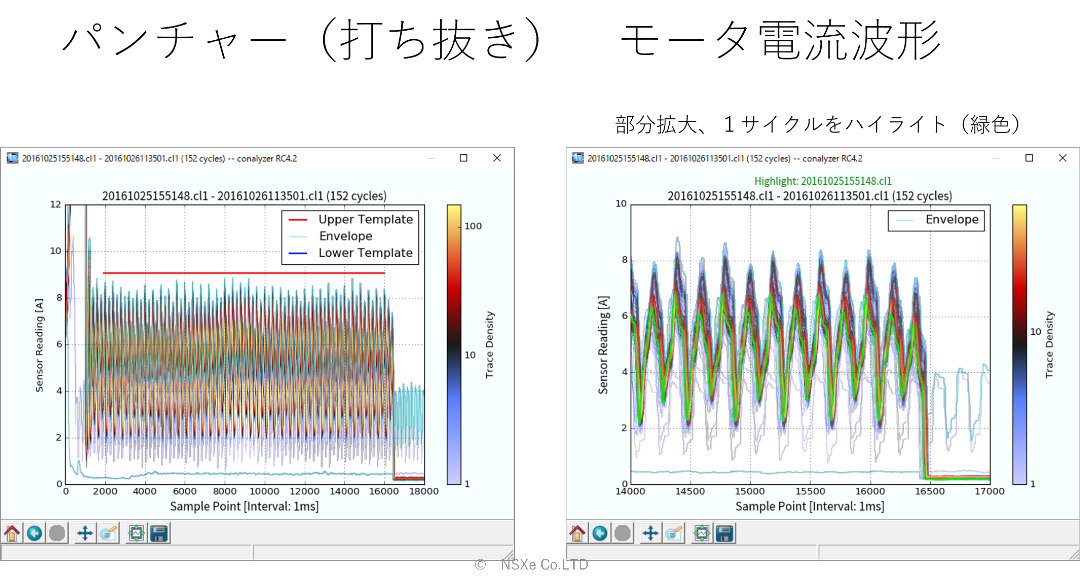 |
| プレス 荷重波形(ロードセル) |
プレス金型に設置したロードセルによる荷重データの波形で、材料ロールの厚さや堅さのばらつきが評価出来ます。ただし、製品にクラックが入るような微少な異常はこのようなセンサーでは検知出来ません。トレーサビリティシステムとしての運用事例です。 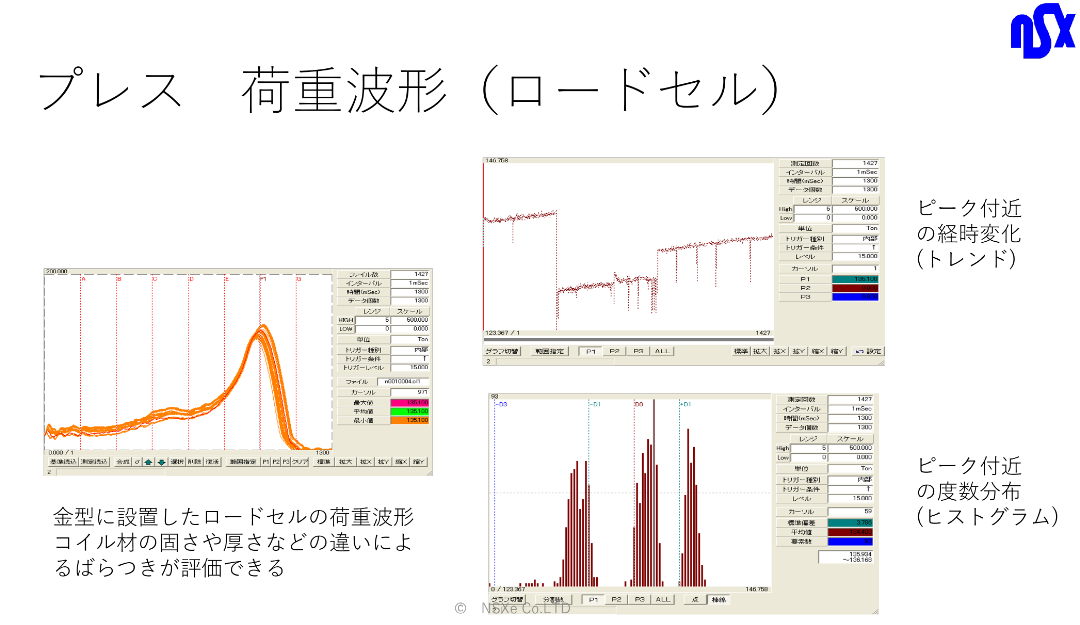 |
| 静電塗装の静電圧 |
品質管理への利用例です。 吹きつけ塗装の方向や対象物の大きさや形状による変化を捉えることができます。ティーチングのガイドに使えます。 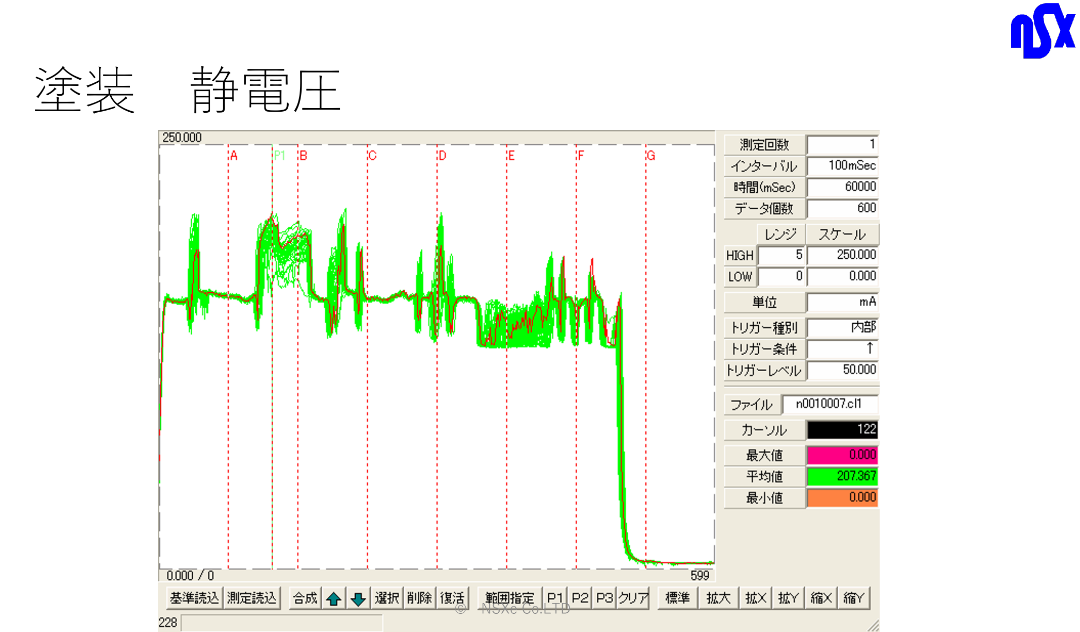 |
| 切断機 メタルソーの刃の比較 |
パイプを切断するメタルソーで刃先角度の違いで効率、品質の違いが明確になりました。 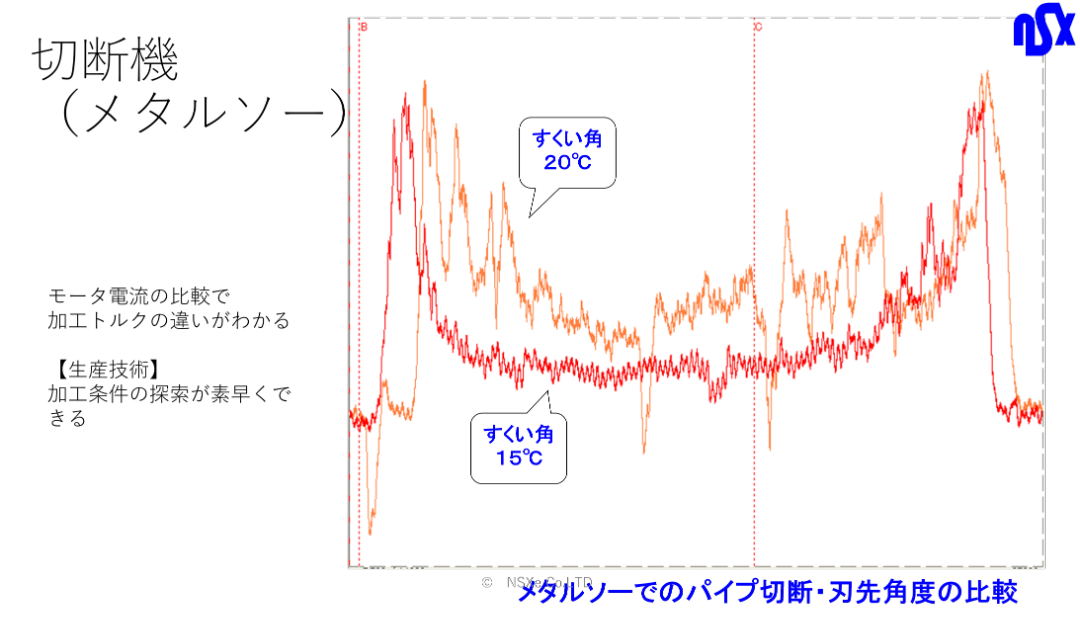 |
| 液体注入装置 真空圧力波形 |
真空圧力の管理が品質に直結するので、吹きこぼれなどの検知が可能になりトレーサビリティーシステムになります 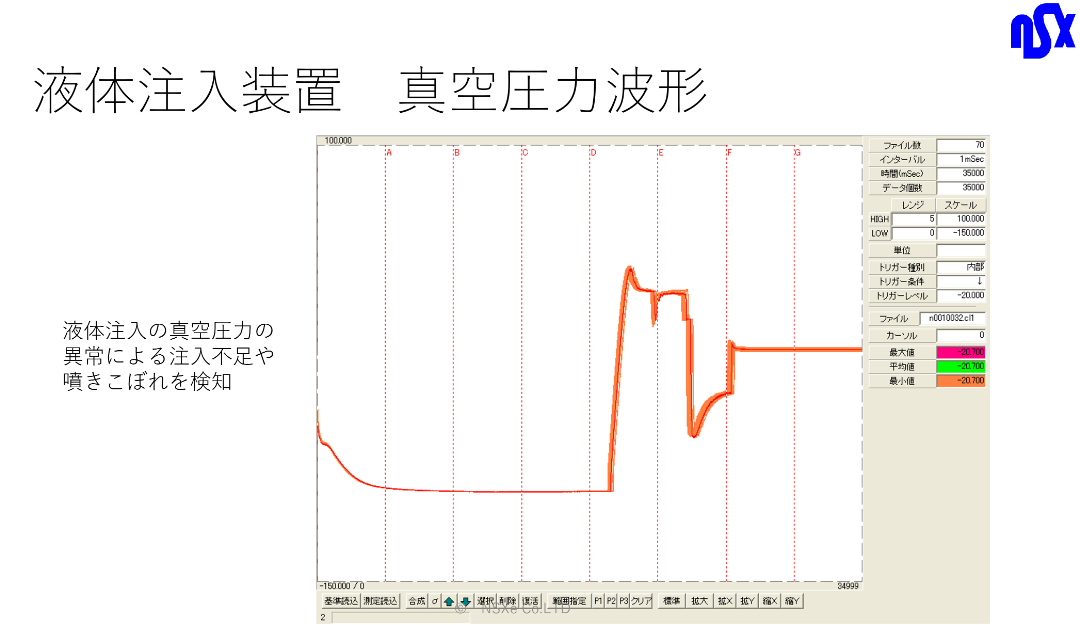 |
よくあるご質問
- 販売価格はいくらでしょうか?
- コナンデッセ波形解析装置の単体価格は60万円(税別)です。
交流用クランプ式電流センサー(100Aレンジ)とWi-Fiアクセスポイントを含んだキャリングセットは65万円(税別)です。
CSVデータを対象に波形解析を行うソフトウェア【バーチャルコナンデッセ】は別途下記販売価格になります。
シングルライセンス版 6万円(消費税別途)・・・1人での利用が可能
5ライセンス版 25万円(消費税別途) ・・・5人までの利用が可能
10ライセンス版 40万円(消費税別途) ・・・10人までの利用が可能
- アプリケーションは付属していますか?
- コナンデッセ本体の操作は、パソコンのブラウザで行うのでアプリケーションは不要です。
サイクル波形の重ね描きや分析、上下限波形を作成するアプリケーション【コナライザー】が付属します。サイクル波形データをCSVデータに変換するアプリケーションも付属します。
バーチャルコナンデッセにもコナライザーは付属します。
- 取付方法は?
- DINレール取付プレートが付属しますのでDINレールに取付が可能です。
その他、治具を作っていただくことは可能です。
- パソコンとは常時接続する必要があるのですか?
- 設定時はパソコンを接続して測定開始操作などを行う必要がありますが、測定はコナンデッセ本体のみで継続することができます。
パソコンと常時接続しておく必要はありません。
コナンデッセ本体には標準32MBのマイクロSDカードが付属し、そこにデータが保存されます。
- マシニングセンターなどでATC(ツールチェンジャー)がある場合にはどのように測定できますか?
- ATCが動作している間、接点信号をコナンデッセに入力することでポーズ(一時測定停止)することが可能です。ATCの動作が終了したら測定を再開します。
したがって、1つのサイクル中に複数のトリガーを設定することが可能になります。
- 入力チャンネル数はいくつですか?
- 1チャンネルです。 アナログ入力もしくはパルス(A、Bの2相可能)入力のどちらか1chです。ただし、複数のコナンデッセを同期させて運用することで複数チャンネル測定が可能です。
- データサンプリング周期はどのくらいですか?
- 最速1msec、最長30secです。
1サイクルの波形長さは2~60,000データです。
最速1msecで60,000データの波形で1分間のサイクル波形が計測できます。
- どうやって測定開始タイミングを揃えるのですか? トリガーの種類は?
- 内部トリガー(ソフトウェアトリガー)と外部トリガー(ハードトリガー)およびその組み合わせが可能です。
内部トリガーでは、測定値が指定した値を上向き通過、もしくは下向き通過で測定を開始します。
外部トリガーでは、シーケンサーやリレーなど外部からの無電圧接点信号によって測定を開始します。
- 異常検知の警報はどのように出力されるのですか?
- 測定値が、設定した上限波形を超えるか、設定した下限波形を下回った時に、所定の端子から接点出力が発報されます。(接点が閉じます)
- 異常の判定は1サイクル終わってからですか?
- 良否判定は、リアルタイム(サンプリングインターバル内)で行われます。
したがって最短1msecの中で良否判定を行って、異常検知したら接点信号出力を行います。

中山水熱工業株式会社
迅速なサービスとユーザ視点の製品開発で生産技術・設備保全をフルサポート
流体輸送・熱移動の専門知識を生かしたエンジニアリングが得意な機械設備工事・メンテナンス業務が主体です。
ユーザの立場で自社製品開発を行って「生産現場で役に立つ」製品を提供します。
2つの自社製品がプラントメンテナンス協会2020年度TPM優秀商品賞を受賞しました。
<開発賞>コナンデッセ波形解析装置(異常を見つけるのは「困難でっせ)から命名)
<実効賞>Wi-Fi振動センサー「コナンエアー」(「こんなんええやん」から命名)
出展団体情報
| 出展団体名 | 中山水熱工業株式会社 |
|---|---|
| 所在地 | 〒513-0835三重県鈴鹿市平野町7686-10 |
| 設立年月 | 1969年11月 |
| 従業員規模 | 11名-50名 |
| URL | http://www.nsx.co.jp/ |