プラズマ加工とは? 切断の仕組みや加工機をご紹介
プラズマ加工による切断の仕組みから、この技術の利点と欠点、そして代表的なプラズマ切断機の比較まで紹介していますので、プラズマ技術を用いた素材加工を検討中の企業様はぜひ参考にしてみてください。
このような方におすすめです
・プラズマ加工の特徴やメリット/デメリットについて知りたい方
・プラズマ加工機/切断機の種類について知りたい方
・プラズマ加工とその他の切断技術との比較について知りたい方
目次
プラズマ加工とは?

そもそもプラズマとは?
プラズマは、固体、液体、気体の次に来る物質の状態です。
この「第四の状態」とも呼ばれるプラズマは、高温でガスが電離し、陽イオンと自由電子が混ざり合った状態を指します。この状態では、物質は高いエネルギーを持ち、非常に反応しやすくなります。太陽や星は、このプラズマ状態を表す自然界の例です。夜空を見上げるとき、実は私たちはプラズマを直接目にして認識しているのです。
プラズマ加工の概要と特徴
プラズマ加工は、このプラズマの特性を活用した先進技術です。主に金属やその他の導電性の素材を切断・溶接するために用いられます。
技術の核心は「プラズマアーク」と呼ばれる、非常に高温の電気放電です。このアークは素材の表面を瞬時に溶かし、精密な切断を可能にします。
プラズマ加工の特徴は、その高速性と効率性にあります。従来の切断方法と比較して、プラズマ加工は素早く、より複雑な形状を正確に切断することができます。
この技術の応用範囲は広く、自動車の部品製造からアートの制作、さらには宇宙産業に至るまで、多岐にわたります。プラズマ加工により、従来は困難だった複雑なデザインや厚い素材の加工が、今や容易になりました。また、プラズマ加工はその精度とスピードにより、生産効率を大きく向上させることが可能です。
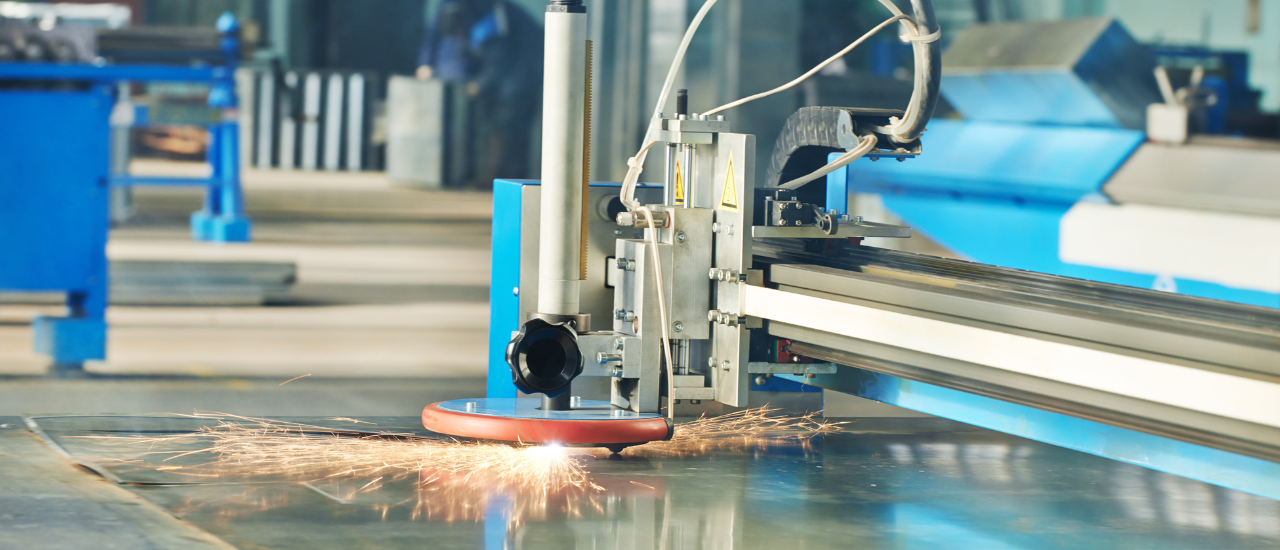
プラズマ加工による切断の仕組み

高温のプラズマアークを利用して金属を溶かし、その溶けた金属を高速のガスで吹き飛ばして切断します。基本的な流れや仕組みは以下の通りです。
プラズマ生成
プラズマ切断機は、まずプラズマガス(通常は圧縮空気、酸素、窒素、またはアルゴンなど)を高電圧電極と接地ワークピースの間に導きます。高電圧が印加されることで、ガスが電離してプラズマ状態になります。
プラズマは非常に高温(約25,000℃)となり、金属を迅速に溶かすことが可能です。
プラズマアークの発生
プラズマガスがノズルを通過するときに高電圧アークが形成され、プラズマアークが発生します。このアークが金属に接触することで、その部分が瞬時に溶融します。
溶融金属の除去
溶融した金属は、同時に吹き出される高速ガス流によって切断線に沿って吹き飛ばされます。
この過程を通じて、金属が切断されます。
プラズマ加工のメリット
プラズマ加工はその多機能性と経済性により、製造プロセスを効率化し、製品の品質向上をもたらします。
多様な素材を加工できる
プラズマ加工の最大の強みの一つは、その素材に対する汎用性です。ステンレス、アルミニウム、銅、そしてさらに多くの種類の金属に対応できます。これは、異なる熱伝導率や熱容量を持つ様々な素材に対しても、プラズマ加工が効果的に機能することを意味します。
この幅広い適用範囲は、自動車製造から航空宇宙工業まで、多岐にわたる業界での使用を可能にしています
曲線の切断が可能
プラズマ加工は、複雑な形状や曲線の切断を容易にします。従来の切断方法では困難だった精密な曲線や複雑なデザインも、プラズマ加工によって緻密かつ正確に切断できます。
この利点により、デザインの自由度が高まり、より創造的な製品作りが可能です。
操作が簡単
プラズマ切断機の操作は直感的で、初心者でも短時間のトレーニングで扱うことができます。コンピュータ制御やユーザーフレンドリーなインターフェースにより実現されており、複雑な操作手順や専門知識を必要としません。
例えば、タッチスクリーンや簡単なコントロールパネルを使って、切断のパラメータを設定することができます。これにより、作業者は迅速に作業を開始し、必要な調整を素早く行うことが可能です。
切断速度が速い
プラズマ加工の速度は、他の切断方法に比べて格段に速い特徴があります。高速加工により、生産時間の短縮とコスト削減が実現できます。特に大量生産が求められる業界にとって大きなメリットと言えるでしょう。
ランニングコストを抑えやすい
プラズマ切断は、可燃性ガスを必要とする従来のガス切断とは異なり、200Vの電源とエアーコンプレッサー、そしてプラズマ切断装置があれば実行可能です。さらに、この技術に必要な消耗品のコストが比較的低く、運用コストを減らすことができるのも、大きな利点と言えます。
プラズマ加工のデメリット
プラズマ加工技術は多くの利点を持っていますが、以下のようなデメリットも存在します。これらの制限を理解することは、この技術を最大限に活用するために重要です。
電源がない屋外での使用制限
プラズマ切断機は、その動作に電源を必要とするため、電源が利用できない屋外環境やリモートエリアでは、この技術の使用が制限されてしまいます。特に、電力供給が不安定な地域や、電源が利用できない現場では、プラズマ切断は選択肢として不適切になり得ます。
そのため、屋内工場や電源設備が整った場所での使用が一般的です。
スラグ(切断残り物)の処理
プラズマ切断を行うと、切断プロセス中に金属のスラグや残渣が発生します。これらの切断残り物は、切断作業後に適切に処理する必要があります。
スラグの除去は、追加の作業工程を必要とし、作業効率に影響を与える可能性があります。また、残渣は時にシャープで危険なため、取り扱いには注意が必要です。適切な処理と廃棄のプロセスを確立することは、プラズマ加工を行う際に考慮すべき重要な要素と言えるでしょう。
各種切断方法とプラズマ加工による切断技術との比較

レーザー切断
レーザー切断は、高エネルギーのレーザービームを使用して材料を切断する技術です。レーザー光を焦点に集めて金属や非金属材料に強力な熱を加えることで、瞬時に材料を溶融・蒸発させて切断します。
|
精度 |
極めて細かい切断が可能で、複雑な形状や微細なパターンの加工に適しています。 |
|---|---|
|
切断面の品質 |
切断面が非常に滑らかで、後加工がほとんど不要です。 |
|
速度 |
材料の種類や厚さに応じて高速切断が可能です。 |
|
適用材料 |
金属、プラスチック、木材、紙など多様な材料に対応します。 |
|
コスト |
初期設備投資が高く、メンテナンスや運用コストも考慮する必要があります。 |
ガス切断
ガス切断は、燃焼ガスと酸素を使用して金属を高温に加熱し、酸化反応を利用して切断する技術です。特に鉄や低炭素鋼の切断に広く使用されています。
|
厚板切断 |
非常に厚い金属板を切断する際に効果的で、最大数十センチメートルの厚さにも対応できます。 |
|---|---|
|
切断面の品質 |
切断面には酸化スラグが残ることがあり、後加工が必要になる場合があります。 |
|
適用材料 |
主に鉄や鋼などの金属に適していますが、非鉄金属や特定の合金には不向きです。 |
|
速度 |
厚さや材料により速度が異なり、レーザーやプラズマに比べると遅いことがあります。 |
|
コスト |
設備コストが比較的低く、大規模なインフラ投資が不要です。 |
プラズマ加工機・切断機の種類と特徴

プラズマ加工技術の中心となるのは、さまざまなタイプのプラズマ切断機です。これらの機械は、それぞれ異なる特徴と用途を持ち、特定の作業要件に最適化されています。
エアプラズマ切断機
エアプラズマ切断機は、空気をプラズマガスとして使用します。このタイプは、その汎用性とコスト効率の高さで知られており、一般的な用途に広く使われています。空気を使用することで、別途のガス供給システムが不要になり、運用コストを低く抑えることができます。主に薄~中厚の金属の切断に適しており、自動車修理や小規模な工作機械での使用に理想的です。
酸素プラズマ切断機
酸素プラズマ切断機は、酸素をプラズマガスとして利用します。このタイプは、特に厚い鋼板の切断に適しています。酸素を使用することで、より高温のプラズマアークを生成し、厚い材料を効率的に切断することができます。建設業界や重工業での使用に特に適しており、大規模な製造プロセスにおいて重要な役割を果たします。
アルゴン・水素プラズマ切断機
アルゴンと水素を混合したガスを使用するこのタイプの切断機は、特に高品質な切断面を必要とする場合に使用されます。アルゴンと水素の組み合わせは、非常に滑らかできれいな切断面を提供し、後処理が最小限に抑えられます。このため、精密工学や美術品の制作など、高い品質が求められる業界で好まれます。
窒素プラズマ切断機
窒素プラズマ切断機は、高温で安定した切断を可能にする窒素ガスを使用します。このタイプは、熱影響を最小限に抑えつつ、効率的に金属を切断する能力があります。窒素は、酸化を防ぎながらも高品質な切断面を提供するため、ステンレス鋼やアルミニウムなどの非鉄金属の切断に特に適しています。
まとめ
プラズマ加工は単なる切断技術に留まらず、製造業の多様な領域での効率と品質の向上に寄与しています。自動車産業から航空宇宙、さらには芸術の世界まで、その応用範囲は驚くほど広いです。
今後の技術開発により、プラズマ加工はさらに多くの革新的な応用が予想されています。より環境に優しい切断方法、高速でより精密な切断、そしてコスト効率の向上など、更なる技術的進化が期待されているのです。
関連記事
小ロット多品種の金属製品を企画、設計、製作から粉体塗装までの一貫生産
何かものづくりのことでお悩みがあるとき ほんのちょっとした部品が欲しいとき イメージはあるんだけど形にする方法が分からない。 こんな時、「とりあえずマスダテクノに聞いてみよう!」 こう言ってもらえるような会社になりたいと思っています。 図面がないけれど・・、こんな簡単な部品1個・・、 こんなことがちょっと知りたい・・、 このような場面ではきっと、「こんなこと聞いたら悪いかな」と思われるのだと思います。そういう時にこそ私たちにご相談していただきたいのです。 まだまだ、知識も経験も浅い会社ですが、誠意だけは誰よりも負けないつもりです。 「困ったときのマスダテクノ」 こう思っていただけるよう 一つ一つを真面目に誠実に取り組んでまいります。
フッ素コーティング剤 コーティング加工サービス
これまで弊社はフッ素コーティング剤の生産・販売を行っておりましたが、このたびコーティング剤の受託塗布加工を開始しました。 お客様から各種電子基板、LED基板などをお預かりし、主にディスペンサーを使用したフッ素コーティング剤の塗布加工を行います。 塗布設備がない、塗布経験がない、手塗りではバラツキが心配、少量のため手間がかかる、などコーティング剤の塗布でお困りの際は、是非本サービスをご利用ください。 また、本サービスでは弊社のフッ素コーティング剤「AegisCoat®」を使用いたします。
還元真空リフロープロセス用鉛フリーソルダーペースト E12 series
E12シリーズのフラックスはパワーデバイス用途として想定される500μm超となる厚いメタルマスクを使用して印刷、リフローを行った場合においてもはんだボールの発生がありません。
創業70年 「プラスチック成形・金属加工」
当社は、日進月歩の技術確信、絶えず変化する市場動向を視野に、皆様にご安心いただける製品を提供してまいりました。 様々なニーズにお応えするため、富士通グループの協力工場として蓄積されたノウハウや技術を生かして、クオリティの高い製品を生産することを使命としております。 近年は特に、エレクトロニクス業界のみならず自動車業界、医療業界での実績も増え、幅広い業界でお役に立てる自信がございます。 また、自社企画開発製品も多数ございますので、この経験を生かし、企業様と新しい製品を生み出すためのご提案もさせていただきます。お気軽にご相談ください。 ※小ロッド・短納期製品もぜひご相談ください。
RUBY CNC RT-X001 ロータリートランスファーマシン
お客様の課題に合わせた「最適な」小型プレス機を提案
弊社は、サーボモーターを搭載した小型の卓上プレス機をオーダーメイドで受注生産しております。卓上プレス機は、精度が要求される小物部品の量産や、高難易度の実験用部品の試作などに適しています。 「卓上精密高速クランクプレス機(DHC-4515)」と「卓上精密スクリュープレス機(MCPシリーズ)」の2タイプがあり、お客様の用途や課題に合わせて最適な仕様を提案し、設計・開発いたします。 本体サイズは一般的な床置式のプレス機と比べて数分の一と省スペース化を実現します。
インクジェット吐出・塗布評価サービス
☑自社製品向けにインクジェット装置が適合するか検証したい。 ☑インクジェット向けインク開発したいのでインクジェットの実力を事前確認したい。 ☑インクジェットメーカーにインク開発から装置導入まで一括相談したい。 ☑実験・試作から量産用装置を製造できるメーカーに評価依頼したい。 こららのすべてを石井表記がお客様の立場から評価致します。
ガラスの精密貫通穴加工・めっきの一貫生産体制
当社は、1946年の創業以降、ナノテクノロジーをはじめとする最先端の表面処理技術のリーディングカンパニーとして、グローバル展開する各トップ企業の試作&ソリューションビジネスおよび高品質めっき生産で高い評価を博しています。 この表面処理技術を生かした精密穴加工サービスを提供しております。従来のレーザ加工やブラスト処理による加工に比べ高精度で仕上げることが可能で、製品デバイスの小型化、集積化に貢献いたします。
表面改質法を用いた非鉄金属材料の低温・低加圧固相接合
固相接合は材料を溶かすことなく接合する方法で、ひずみが少なく精密な接合に適していますが、接合面には酸化皮膜があり接合を阻害するという課題がありました。本技術は環境調和型の酸により皮膜除去し、低温接合化を図っています。 アーク溶接や抵抗溶接など、従来の接合法には無い特徴を有しており、製品の軽薄短小化・精密化、構造の複雑化など、製品製造における自由度を拡大させるとともに、高付加価値化に適する接合要素技術です。
FPD貼り合せ工程用UV硬化装置
FPD(フラットパネルディスプレイ)の主役である液晶ディスプレイは2枚のガラス基板を貼り合せて製造します。その際UV硬化型シール剤が使用され、本装置はこのシール剤硬化に最適な装置です。 アイグラフィックスは20年に及ぶFPD業界での実績を誇り、日本国内だけでなく韓国、台湾、中国のお客様からもご愛好頂いております。安定したUV照射技術は当然のことながら、製造現場のご意見を常に反映した装置設計を心掛けております。 FPDは液晶からOLED、μLED等の最新型ディスプレイ技術へと発展してきております。各製造プロセスと真摯に向き合い、持てる技術とのハイブリット、新技術の開発を常に突き詰めFPD業界の発展に寄与してまいります。
異種金属接合技術「AKROSE」
異種金属接合技術「AKROSE」は、市場トレンドである2種以上のマルチマテリアル化に対応した、新発想の接合技術です。 ・常温環境における1回のプレスで、「所定形状への成形」と「部材同士の接合」を 同時に行うことが可能。 ・冷間圧造を応用した技術を用い、工程を単純化。それを通じて、「密着性」と「接合強度」を高水準で両立。 ・接合箇所や接合強度を調節することができるため、自由な発想で設計が可能。2種以上のマルチマテリアル化にも適応。
金属3Dプリンター造形委託
弊社が提供する金属3Dプリンター造形委託サービスは金属部品の試作品から、個人向けの3Dモデルデータの造形委託まで業種問わずで執り行っております。 また3Dデータが無くともイメージさえ伝えて頂ければ、弊社技術者が3Dプリンターに適した形でデータの作成を行います。 従来の金物工法に比べ、短納期、低価格でご提供できるため一点物のオリジナル製品や製品作成前の試作検証などに適しています。
フレキシブルハードコート剤 “Preveil B(プリベール B)”
バイオマス認定された材料を使用 / 樹脂基材用に独自開発したUV硬化型のハードコート / 特殊配合により耐久屈曲性+防汚性が優れている。
加熱式ガラス成形装置
G.P.テクノ社(旧社名ハイテックエンジニアリング)製のガラス加工機で、車載用インストルメントパネルのカバーガラスやHUDをはじめ、様々な用途のガラス曲げ加工を行う事が可能なガラス曲げ装置です。 建築用や車用フロントガラスなどの大型の物からスマートフォン用等の小径Rなど、様々なサイズ、曲率に対応可能です。 お客様のご要望に沿ったフルオーダーメイドで作製致します。
フッ素系クリアコート剤
Shields(シールズ)は、耐薬品性・防汚性に優れた撥水撥油クリアコート剤です。 耐薬品性に優れたウレタン系反応硬化塗料に硬化型フッ素添加剤を配合しており、硬化時にウレタン成分とフッ素成分が化学的に結合し、長期にわたり優れた耐薬品性・防汚性を維持します。
ガラス化学強化装置
G.P.テクノ社(旧社名ハイテックエンジニアリング)製のガラス化学強化装置で、薬液の中にガラスを浸漬することによってイオンを置換させる事により圧縮応力を発生させガラスを強化します。 海外の大手スマートフォンメーカー様などに納入実績がございます。
新菱の機能めっき/はんだバンプ加工
私たち株式会社新菱は、30年以上にわたって半導体製造業を支えてきた、 三菱ケミカルグループのめっき受託加工メーカーです。 機能めっき技術で、新製品の試作や実験、量産まで、 電子部品・半導体機器の加工・実装をサポートいたします。
金型/治工具/部品のレーザー肉盛り
例えばいつも決まって摩耗する部位など、肉盛り補修すれば何度も使えます。 またその補修材料を用途に合わせて選定すれば、従来の数倍の寿命になることも有りますので、”肉盛り溶接”と一括りの中でも品質は様々です。 当社では、プラズマ溶接とレーザー溶接よりワークに適した工法を選択します。 また溶接材料は粉末を用いており、約20種類の中より適切な材料を御提案施工します。 熱管理環境、3D検査環境も整っています。
超音波金属溶接機
近年、地球規模の環境とエネルギー問題を背景に蓄電、配電技術の重要性が高まっています。 特に自動車では電動化促進により蓄電部品(電池、キャパシタ)及び配電部品(ハーネス、バスバー)の主要材料であるアルミ・銅の溶接技術が重要となっています。 また、パソコンやスマートフォンの薄型化に伴い、熱放射・冷却部品であるベーパーチャンバーに使用される銅板も薄型化が進んでいます。 日本アビオニクス株式会社の超音波金属溶接機は、アルミワイヤハーネスなどの「異種金属」やベーパーチャンバーなどの「シート状金属」の精度の高い接合を実現します。
成膜レシピ制御型自動蒸着システム:ADS-E86
"レシピ制御型自動蒸着装置"は、高融点金属から半導体、酸化物まで、8inch基板に蒸着が可能な自動蒸着装置です。 大型の主排気ポンプを備え、高真空環境下での蒸着が可能で、リフトオフ蒸着に最適な基板冷却機能を備えています。 自社開発のレシピ制御ソフトを標準装備しており、基板セット後からは全自動操作され、繰り返し多層膜蒸着や、異種材料の多層膜蒸着までレシピ制御ができます。