PFA | 耐熱性と加工性を両立するフッ素樹脂

高温環境下で強い薬液を扱うケースでも活躍
PFAは、PTFEの溶融粘度を下げることで加工性を向上させた樹脂です。耐熱性・耐食性・耐薬品性、耐候性、低摩擦性、非粘着性、電気絶縁性のいずれの特性にも優れ、PTFEに匹敵する機能を備えながら、溶融押出・射出成形・ブロー成形などの従来の加工技術で加工できます。
目次
PFA樹脂とは?
PFA(Per Fluoro Alkoxy polymer / パーフルオロアルコキシアルカン)は、四フッ化エチレンとパーフルオロアルコキシエチレンの共重合体で、熱可塑性樹脂です。その優れた特性と加工性により、特に半導体産業や化学産業など、高度な耐熱性や耐薬品性が要求される分野で重要な役割を果たしています。
PFAの分子構造
PFAの基本構造は、-CF2-CF2- の繰り返し単位からなる主鎖と、パーフルオロアルキル基(-Rf)が酸素原子を介して主鎖と結合した側鎖から構成されています。
主鎖はPTFE(ポリテトラフルオロエチレン)と同様のフッ素化されたエチレン単位で構成されており、PFAの基本的な性質を決定づけています。一方、側鎖のパーフルオロアルキル基が酸素原子を介して結合している点が、PFAの特徴的な構造となっています。
この独特な分子構造は、PTFEの優れた特性を維持しながら、溶融時の粘度を低下させる役割を果たしています。
PFA樹脂とPTFEの主な違い
加工性
PFA樹脂はPTFEに比べて加工性に優れています。PTFEは一般的な熱可塑性樹脂の成形方法では加工が困難ですが、PFAは溶融時の粘度が低くなるよう改良されているため、従来の樹脂成形技術を用いた加工が可能です。
透明性
PFAはPTFEよりも透明性が高いです。PFAは内容物の確認が可能なほど透明性が高く、医療や研究分野、化学物質を搬送するチューブなどで内容物の流れを視覚的に確認できるという利点があります。
物性
両者とも優れた耐熱性、耐薬品性、電気絶縁性を持ちますが、以下のような違いがあります。
融点 | 密度 | 引張強さ | |
|---|---|---|---|
PFA | 約280~320°C | 2.12~2.17 g/cm³ | 25-35 MPa |
PTFE | 約327°C | 2.13~2.20 g/cm³ | 20-35 MPa |
用途
PFAはその加工性の良さから、複雑な形状の成形品を大量生産する部品に適しています。半導体工業分野(ウェハバスケット、継手、チューブなど)、ライニング、電線被覆、フィルム、フィルターなどに使用されます。
一方、PTFEはフライパンやホットプレートなどのコーティングとしても広く利用されています。
PFA樹脂の特徴
PTFEに匹敵する優れた特性を持つ
PFA樹脂はPTFE(ポリテトラフルオロエチレン)と同様にフッ素樹脂の一種です。PTFEの優れた特性である耐熱性、耐薬品性、低摩擦性などを併せ持ちながら、より優れた加工性を有しています。
複雑な形状に溶融成形が可能
複雑な形状に溶融成形が可能 PFA樹脂は、PTFEと異なり熱可塑性を持つため、射出成形や押出成形などの溶融加工が可能です。複雑な形状の部品や製品を効率的に製造することができ、産業用途での応用範囲が広がります。
幅広い温度範囲(-200°Cから260°C)で安定した機械強度を保つ
極低温から高温まで、非常に広い温度範囲で安定した機械的性質を維持します。この特性により、宇宙産業や極地での使用、高温プロセスを伴う化学工業など、過酷な環境下での使用に適しています。
強酸、強アルカリ、有機溶剤に対して高い耐性がある
化学的に非常に安定しているため、ほとんどの化学物質に対して高い耐性を示します。この特性は、腐食性の高い環境下での使用や、化学プラントでの配管材料、シール材などに適しています。
優れた電気絶縁性、非粘着性、耐候性を有する
高い電気絶縁性を持つため、電子部品や電気機器の絶縁材料として使用されます。また、非粘着性により食品加工や医療機器などでの応用が可能です。さらに、屋外での使用にも適した優れた耐候性を持ち、長期間使用しても劣化しにくい特徴があります。
PFA樹脂の加工方法
PFA樹脂は溶融粘度が比較的低いため、以下のような様々な成形方法が可能です。そのため、複雑な形状の部品を大量生産するのに適している素材だと言えます。
押出成形法 | 押出成形法は、溶融したPFA樹脂を連続的に押し出して成形する方法です。この方法は、パイプ、チューブ、シート、フィルムなどの連続的な形状の製品を製造するのに適しています。PFAの優れた流動性を活かし、均一な厚さと高い寸法精度を持つ製品を効率的に生産できます。 |
|---|---|
射出成形法 | 射出成形法は、溶融したPFA樹脂を高圧で金型内に射出して成形する方法です。複雑な形状の部品や大量生産に適しており、電気部品のコネクタやハウジング、化学機器の部品などの製造に用いられます。PFAの場合、その高い融点と粘度のため、特殊な射出成形機が必要となります。 |
トランスファー成形法 | トランスファー成形法は、予め計量された樹脂を加熱シリンダー内で溶融し、プランジャーで金型内に押し込んで成形する方法です。射出成形と比べて、より厚肉の製品や複雑な形状の製品を成形する際に適しています。 |
回転成形法 | 回転成形法は、中空の金型内にPFA樹脂粉末を入れ、加熱しながら回転させることで、金型内面に樹脂を均一に付着させる方法です。この方法は、大型の中空製品や複雑な形状の製品を製造する際に用いられます。 |
ブロー成形法 | ブロー成形法は、パリソン(筒状の押出物)を金型内で膨らませて成形する方法です。この方法は、ボトルや中空容器などの製造に適しています。PFAの場合、その高い溶融粘度のため、特殊な装置や技術が必要となります。 |
溶融圧縮成形法 | 溶融圧縮成形法は、加熱した金型内にPFA樹脂を入れ、プレスで加圧しながら成形する方法です。この方法は、比較的単純な形状の製品や、厚肉の製品を製造する際に用いられます。 |
コーティング法 | コーティング法は、PFA樹脂を他の材料の表面に塗布して保護層や機能層を形成する方法です。粉体塗装、溶射、ディップコーティングなど、様々な手法があります。この方法により、金属やガラスなどの基材に耐薬品性、非粘着性、耐熱性などの特性を付与することができます。 |
丸紅プラックスのPFA樹脂
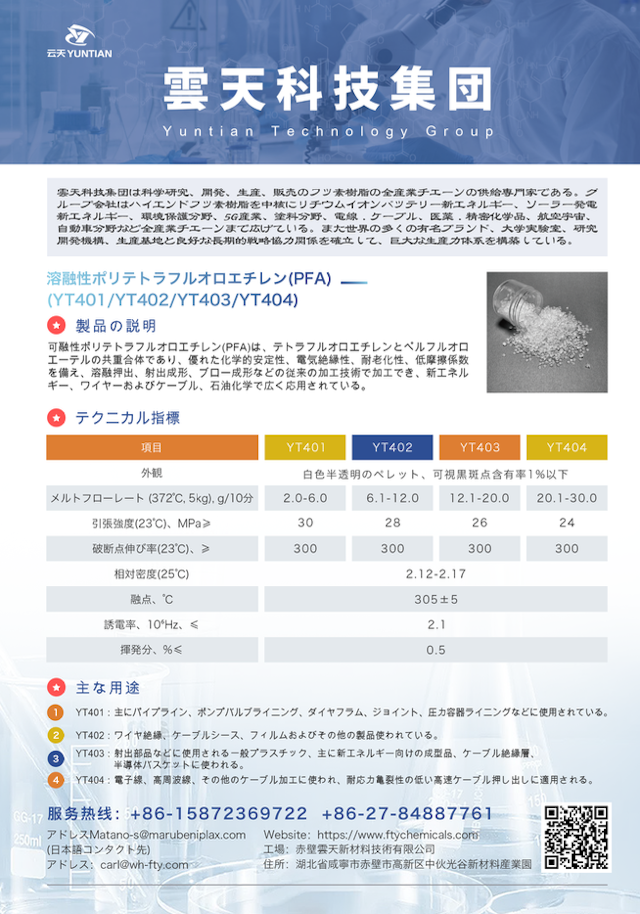
技術指標
メルトフローレート | 2.0-6.0g/10分、6.1-12.0g/10分、12.1-20.0g/10分、20.1-30.0g/10分 |
|---|---|
引張強度 | 30MPa≥、28MPa≥、26MPa≥、24MPa≥ |
破断点伸び率 | 300%≥ |
相対密度 | 2.12-2.17 |
融点 | 305±5℃ |
誘電率 | 2.1≤ |
揮発分 | 0.5%≤ |
※品番によって異なります
主な用途
- パイプライン、ポンプバルブライニング、ダイヤフラム、ジョイント、圧力容器ライニング、ワイヤ絶縁、ケーブルシース、フィルム 等
- 押出加工などに使用される一般プラスチック、主に新エネルギー向けの成型品、ケーブル絶縁層、半導体バスケット 等
- 電子線、高周波線、その他のケーブル加工に使われ、耐応力亀裂性の低い高速ケーブル押し出しに適用
納品形態
ペレット / フイルム / チューブ
PFA 樹脂
耐熱性など優れた特性と加工性を両立
耐熱性・耐食性・耐薬品性、耐候性、低摩擦性、非粘着性、電気絶縁性のいずれの特性にも優れ、PTFEに匹敵する機能を備えながら、溶融押出・射出成形・ブロー成形などの従来の加工技術で加工できます。
高温環境下で強い薬液を扱うケースでも活躍する素材です。




.webp&w=3840&q=75)





.png&w=3840&q=75)